Comprimarea pulberii în tablete. Caracteristicile formei de dozare
Cele mai frecvente sunt trei scheme tehnologice pentru obținerea tabletelor: utilizarea granulării umede sau uscate și comprimarea directă.
Pregătirea materiilor prime pentru tabletare se reduce la dizolvarea și suspendarea acestora. Cântărirea materiilor prime se realizează în hote cu aspirație. După cântărire, materia primă este trimisă la cernere cu ajutorul sitelor vibrante.
Amestecarea
Componentele amestecului de tablete de medicament și excipient trebuie amestecate bine pentru a le distribui uniform în masa totală. Obținerea unui amestec de tablete omogen ca compoziție este o operație tehnologică foarte importantă și destul de complexă. Datorită faptului că pulberile au proprietăți fizice și chimice diferite: dispersie, densitate în vrac, conținut de umiditate, fluiditate etc. În această etapă, se folosesc mixere discontinue de tip paletă, forma paletelor poate fi diferită, dar cel mai adesea vierme sau în formă de Z.
Granulare
Acesta este procesul de transformare a unui material sub formă de pulbere în boabe de o anumită dimensiune, care este necesar pentru a îmbunătăți fluiditatea amestecului de tablete și pentru a preveni delaminarea acestuia. Granularea poate fi „umedă” și „uscata”. Primul tip de granulație este asociat cu utilizarea lichidelor - soluții de excipienți; în granularea uscată, lichidele de umectare fie nu sunt utilizate, fie sunt utilizate doar într-o etapă specifică în pregătirea materialului pentru tabletare.
Granularea umedă constă în urmatoarele operatii:
- măcinarea substanțelor în pulbere fină;
- umezirea pulberii cu o soluție de lianți;
- frecarea masei rezultate printr-o sită;
- uscarea și prelucrarea granulatului.
Măcinare. Această operațiune se realizează de obicei în mori cu bile.
Hidratarea. Ca lianți, se recomandă să folosiți apă, alcool, sirop de zahăr, soluție de gelatină și pastă de amidon 5%. Cantitatea necesară de lianți este determinată empiric pentru fiecare masă de tabletă. Pentru ca pudra să fie deloc granulată, trebuie să fie umezită într-o anumită măsură. Adecvarea umidității se apreciază după cum urmează: o cantitate mică de masă (0,5 - 1 g) este comprimată între o cantitate mare și degetul aratator; „tortul” rezultat nu trebuie să se lipească de degete (umiditate excesivă) și să se sfărâme la cădere de la o înălțime de 15 - 20 cm (umiditate insuficientă). Umidificarea se realizează într-un mixer cu lame în formă de S (sigma) - care se rotesc la viteze diferite: cea din față - la o turație de 17 - 24 rpm, iar cea din spate - 8 - 11 rpm, lamele se pot roti în reversul. Pentru a goli mixerul, corpul este răsturnat și masa este împinsă afară cu ajutorul lamelor.
Frecare(granulație reală). Granularea se realizează prin frecarea masei rezultate printr-o sită de 3 - 5 mm (Nr. 20, 40 și 50). din oțel inoxidabil, alamă sau bronz. Utilizarea sitelor de sârmă țesute nu este permisă pentru a evita căderea în masa tabletei fragmentelor de sârmă. Ștergerea se efectuează cu mașini speciale de frecat - granulatoare. Masa granulată se toarnă într-un cilindru perforat vertical și se șterge prin găuri cu ajutorul lamelor elastice.
Uscarea și prelucrarea granulelor. Ranulele rezultate sunt împrăștiate într-un strat subțire pe paleți și uneori uscate în aer la temperatura camerei, dar mai des la o temperatură de 30-40 ° C în dulapuri de uscare sau camere de uscare. Umiditatea reziduală din granule nu trebuie să depășească 2%.
De obicei, operațiunile de amestecare și umezire uniformă a unui amestec de pulbere cu diverse soluții de granulare sunt combinate și efectuate într-un singur mixer. Uneori, operațiunile de amestecare și granulare sunt combinate într-un singur aparat (mixere de mare viteză - granulatoare). Amestecarea este asigurată prin amestecarea circulară forțată energic a particulelor și împingerea lor una împotriva altora. Procesul de amestecare pentru a obține un amestec omogen durează 3-5". Apoi, lichidul de granulare este alimentat în pulberea preamestecată în mixer, iar amestecul este amestecat încă 3-10". După finalizarea procesului de granulare, supapa de descărcare este deschisă și, cu racleta care se rotește încet, produsul finit este turnat. Un alt design al aparatului pentru combinarea operațiunilor de amestecare și granulare este un mixer centrifugal - granulator.
În comparație cu uscarea în cuptoare de uscare, care sunt ineficiente și în care timpul de uscare ajunge la 20-24 de ore, uscarea granulelor în pat fluidizat (fluidizat) este considerată mai promițătoare. Principalele sale avantaje sunt: intensitatea ridicată a procesului; reducerea costurilor specifice cu energia; automatizarea completă a procesului.
Dacă operațiunile de granulare umedă sunt efectuate în aparate separate, uscarea granulelor este urmată de operația de granulare uscată. După uscare, granulatul nu este o masă uniformă și adesea conține bulgări de granule lipicioase. Prin urmare, granulatul este reintrodus în mașina de pisare. După aceea, praful rezultat este cernut din granulat.
Deoarece granulele obținute după granularea uscată au o suprafață rugoasă, ceea ce face dificilă vărsarea lor din buncăr în timpul comprimarii și, în plus, granulele se pot lipi de matricea și poansonele presei de tablete, ceea ce provoacă, pe lângă slăbire, defecte la tablete, au recurs la operația de „prăfuire” a granulatului. Această operație se realizează prin aplicarea liberă a substanțelor fin divizate pe suprafața granulelor. Agenții de alunecare și dezintegrare sunt introduși în masa tabletei prin prăfuire.
Granulare uscată
În unele cazuri, dacă substanța medicamentoasă se descompune în prezența apei, se recurge la granularea uscată. Pentru a face acest lucru, brichetele sunt presate din pulbere, care sunt apoi măcinate pentru a obține nisip. După cernerea din praf, boabele sunt tabletate. În prezent, granularea uscată este înțeleasă ca o metodă în care un material sub formă de pulbere este supus unei compactări inițiale (compresie) și se obține un granulat, care este apoi tabletat - o compactare secundară. În timpul compactării inițiale, în masă sunt introduși adezivi uscați (MC, CMC, PEO), care asigură aderența particulelor de substanțe atât hidrofile, cât și hidrofobe sub presiune. Adecvare dovedită pentru granularea uscată a PEO în combinație cu amidon și talc. Când utilizați un singur PEO, masa se lipește de pumni.
Presare
Apăsare (tabletare reală). Acesta este procesul de formare a tabletelor din material granular sau sub presiune. În producția farmaceutică modernă, tabletarea se realizează pe prese speciale - prese pentru tablete, un alt nume este o mașină rotativă pentru tablete (RTM).
Presarea pe presele pentru tablete se realizează cu un instrument de presare format dintr-o matrice și două perforatoare.
Ciclul tehnologic de tabletare pe prese de tablete constă dintr-o serie de operații secvențiale: dozarea materialului, presarea (formarea unei tablete), ejectarea și picurarea acestuia. Toate operațiunile de mai sus sunt efectuate automat una după alta cu ajutorul unor actuatoare adecvate.
Presare directă. Acesta este un proces de presare a pulberilor negranulare. Presarea directă face posibilă eliminarea a 3-4 etape tehnologice și astfel are un avantaj față de tabletarea cu granulare prealabilă a pulberilor. Cu toate acestea, în ciuda avantajelor aparente, compresia directă este introdusă încet în producție. Acest lucru se datorează faptului că, pentru funcționarea productivă a mașinilor de tabletă, materialul presat trebuie să aibă caracteristici tehnologice optime (fluibilitatea, compresibilitatea, conținutul de umiditate etc.) Doar un număr mic de pulberi negranulare au astfel de caracteristici - clorura de sodiu , iodură de potasiu, bromură de sodiu și amoniu, hexometilentetramină, bromocamfor și alte substanțe având o formă izometrică de particule de aproximativ aceeași compoziție granulometrică, care nu conțin un numar mare fracții mici. Sunt bine presate.
Una dintre metodele de preparare substante medicinale presarea directă este cristalizarea direcțională - se realizează producerea unei substanțe de tabletare în cristale cu o capacitate de curgere, compresibilitate și umiditate date prin condiții speciale de cristalizare. Prin această metodă se obține acid acetilsalicilicși acid ascorbic.
Utilizarea pe scară largă a presării directe poate fi asigurată prin creșterea fluidității pulberilor negranulare, amestecarea de înaltă calitate a medicamentelor uscate și excipienți și reducerea tendinței de separare a substanțelor.
Desprăfuirea
Pentru a îndepărta fracțiile de praf de pe suprafața tabletelor care ies din presa de tablete, se folosesc desprăfuitoare (desprăfuitor de tablete vibrante și desprăfuitor de tablete cu șurub). Tabletele trec printr-un tambur perforat rotativ și sunt curățate de praf, care este aspirat de un aspirator.
Ambalare și ambalare
Tabletele sunt disponibile în diverse ambalaje concepute pentru achiziționarea de către pacienți sau institutie medicala. Utilizarea unui ambalaj optim este principala modalitate de a preveni deteriorarea calității preparatelor de tablete în timpul depozitării. Prin urmare, alegerea tipului de ambalare și a materialelor de ambalare pentru tablete se decide în fiecare caz specific în mod individual, în funcție de proprietățile fizico-chimice ale substanțelor care alcătuiesc tabletele.
Una dintre cele mai importante cerințe pentru materialele de ambalare este protecția tabletelor de expunerea la lumină, umiditatea atmosferică, oxigenul atmosferic și contaminarea microbiană.
Pentru ambalarea tabletelor, se folosesc în prezent astfel de materiale de ambalare tradiționale precum hârtie, carton, metal, sticlă (recipiente din carton, eprubete de sticlă, carcase metalice, sticle pentru 50, 100, 200 și 500 de tablete, cutii de fier cu un presat în interior). capac pentru 100 - 500 de comprimate).
Alături de materialele tradiționale, sunt utilizate pe scară largă ambalajele de film din celofan, polietilenă, polistiren, polipropilenă, clorură de polivinil și diverse filme combinate pe baza acestora. Cele mai promițătoare sunt ambalajele de contur de film obținute pe baza de materiale combinate prin termoetanșare: fără celule (bandă) și celule (blister).
Pentru ambalarea cu bandă, acestea sunt utilizate pe scară largă în diverse combinații: bandă de celofan laminată, folie de aluminiu, hârtie laminată, folie polimerică laminată cu poliester sau nailon. Ambalajul este realizat prin termosigilare a două materiale combinate.
Ambalarea se realizează pe mașini speciale (mașină de ambalat pastile). Ambalajul celular este alcătuit din două elemente principale: o peliculă din care se obțin celulele prin termoformare și o peliculă termosigibilă sau autoadezivă pentru sigilarea celulelor ambalajelor după umplerea acestora cu tablete. Ca film termoformat, cel mai des este folosită clorură de polivinil (PVC) rigidă (neplastifiată) sau ușor plastifiată, cu o grosime de 0,2-0,35 mm sau mai mult. Filmul din PVC este bine format și termosigilat cu diverse materiale (folie, hârtie, carton, acoperit cu un strat de termo-lac). Este cel mai comun material folosit pentru ambalarea tabletelor non-higroscopice.
Acoperirea unei folii de clorură de polivinil cu clorură de polivinil sau etilenă halogenată reduce permeabilitatea la gaze și la vapori: laminarea clorurii de polivinil cu poliester sau nailon este utilizată pentru a face ambalaje blistere care sunt sigure pentru copii.
Presarea directă este un proces de presare a pulberilor negranulare. Din schema tehnologica obținând tablete, este clar că presarea directă vă permite să excludeți 3-4 operațiuni tehnologice din procesul de producție.
Metoda de compresie directă are o serie de avantaje, acestea includ:
- reducerea timpului ciclului de producție datorită desființării unui număr de operațiuni și etape;
- utilizarea mai puține echipamente;
- reducerea suprafețelor de producție;
- reducerea costurilor cu energia și forța de muncă;
- obținerea de tablete din materiale umiditate, termolabile și substanțe incompatibile.
Dezavantajele metodei de compresie directă includ:
- posibilitatea delaminarii masei tabletei;
- modificarea dozei la apăsarea cu o cantitate mică ingrediente active;
- nevoia de presiune ridicată.
Unele dintre aceste dezavantaje sunt minimizate în comprimare prin forțarea materialelor compresibile în matriță.
Cu toate acestea, în ciuda întreaga linie avantaje, compresia directă este introdusă încet în producție. Acest lucru se explică prin faptul că pentru funcționarea productivă a mașinilor de tabletă, materialul compresibil trebuie să aibă caracteristici tehnologice optime și anume: formă de cristal izodiametric, curgere bună (cel puțin 5–6 g/s), compresibilitate ridicată (cel puțin g/ ml) și aderență scăzută la instrumentul de presare pentru tablete.
Un număr mic de pulberi fără granule au astfel de caracteristici: bromuri, clorură de sodiu, iodură de potasiu, acid acetilsalicilic și alte preparate care au o formă izodiametrică (echiaxială) de particule de aproximativ aceeași distribuție a dimensiunilor particulelor și, de regulă, nu nu contine o cantitate mare de fractii fine. Cel mai bun mod pulberile cu o dimensiune a particulelor de 0,5-1 mm și o porozitate de 37% sunt susceptibile de presare directă.
De exemplu, pentru prepararea tabletelor de clorură de sodiu, forma alungită a particulelor este acceptabilă, iar forma rotundă a acestei substanțe nu este aproape comprimabilă. Cea mai bună fluiditate se observă în pulberile grosiere cu o formă de particule echiaxială și porozitate scăzută - cum ar fi lactoza, salicitul de fenil și altele. medicamente similare. Astfel de formulări pot fi comprimate fără granulare prealabilă. Ei sunt uniți de capacitatea de a se vărsa uniform din pâlnie sub acțiunea propriei sale mase, adică. capacitatea de dozare spontană, precum și o compresibilitate destul de bună.
Cu toate acestea, marea majoritate a medicamentelor nu sunt capabile să umple spontan matricea unei mașini de tablete din cauza unui conținut semnificativ (mai mult de 70%) de fracții fine și neregularități de pe suprafața particulelor, provocând frecare puternică între particule. În aceste cazuri, adăugați Excipienți, îmbunătățind proprietățile de fluiditate și aparținând clasei de alunecare. În acest fel, tablete de vitamine, alcaloizi, acid acetilsalicilic, fenobarbital, acid ascorbic, bicarbonat de sodiu, streptocid, fenacetină.
Aceste caracteristici sunt foarte importante pentru controlul substanțelor utilizate în tehnologia compresiei directe, în special în cantități mari, deoarece calitatea tabletelor în acest caz va depinde direct de parametrii tehnologici ai masei tabletei, fluiditatea, compresibilitatea și densificarea acesteia. S-a stabilit experimental că, cu cât este mai mică concentrația în masa comprimatului a componentei, cu atât particulele sale ar trebui să fie mai mici. Este imposibil să se obțină o masă omogenă a tabletei, constând din componente cu dimensiuni de particule foarte diferite. Se știe că un sistem format din două pulberi fine formează amestecuri mai omogene și mai stabile decât un sistem în care particulele unui component sunt mai mari decât celălalt. Pentru a obține compoziția optimă a unui amestec de preparate multicomponente, este de dorit să se respecte următoarele condiții:
- dimensiunile particulelor componentelor individuale trebuie să corespundă concentrației acestora;
- densitatea substanțelor componentelor individuale, este de dorit să se selecteze aproape unul de celălalt;
- forma particulelor ar trebui să se apropie de sferică.
Dacă substanța medicamentoasă este potrivită pentru procesul de comprimare directă, atunci este tabletă folosind excipienții obișnuiți. Dacă substanța medicamentoasă nu este adecvată pentru comprimare directă atunci când se utilizează excipienți convenționali, atunci utilizați excipienți care au un efect de legare suficient asupra particulelor sau utilizați granule ale substanței medicamentoase cu un liant adecvat pentru compresia directă.
În prezent, tabletarea fără granulare (compresie directă) se realizează în următoarele moduri:
- cu adaos de substanțe auxiliare care îmbunătățesc proprietățile tehnologice ale materialului;
- prin forțarea materialului de tabletare din buncărul mașinii de tablete în matrice;
- cristalizarea direcţională preliminară a substanţei presate.
Cristalizarea direcțională preliminară este una dintre cele mai dificile metode de obținere a substanțelor medicamentoase adecvate comprimarii, care constă în obținerea unei substanțe de tabletare în cristale cu o curgere, compresibilitate și conținut de umiditate dat prin selectarea anumitor condiții de cristalizare. Ca urmare, se obține o substanță medicinală cristalină cu cristale izodiametrice, care se varsă liber din pâlnie și, ca urmare, este ușor supusă dozării volumetrice, care este o condiție indispensabilă pentru presarea directă. Această metodă este utilizată pentru a obține tablete de acizi acetilsalicilic și ascorbic.
Pentru a crește compresibilitatea medicamentelor în timpul comprimării directe, în compoziția amestecului de pulbere se adaugă lianți uscați - celuloză microcristalină (MCC) sau oxid de polietilenă (PEO). Datorită capacității sale de a absorbi apa și de a hidrata straturile individuale de tablete, MCC oferă efect benefic asupra procesului de eliberare a medicamentului. Cu MCC, este posibil să faci tablete puternice, dar nu întotdeauna bine dezintegrate. Pentru a îmbunătăți dezintegrarea tabletelor, se recomandă adăugarea de ulypraamilopectină împreună cu MCC.
Copovidona (copolimer de vinilpirolidonă) are o dimensiune mică a particulei care are ca rezultat o ductilitate îmbunătățită și proprietăți excelente de lipire uscată.
Analiza lianților prezentați arată că Kollidon VA 64 fine are unul dintre cele mai bune efecte de legare în producția de tablete prin compresie directă.
La presarea directă, se recomandă utilizarea amidonului modificat ca lianți care intră în interacțiune chimică cu substanțe medicinale, afectând semnificativ eliberarea și activitatea biologică a acestora.
Folosit des zahăr din lapte ca agent care îmbunătățește curgerea pulberilor, precum și sulfatul de calciu granular, care are o bună curgere și oferă tabletelor cu rezistență mecanică suficientă. Se folosește și ciclodextrina, care crește rezistența mecanică a tabletelor și dezintegrarea lor.
La presare directa, maltoza este recomandata ca substanta care asigura o rata de umplere uniforma si are o usoara higroscopicitate. Se mai folosește un amestec de lactoză și polivinilpirolidonă reticulat. Lactoza anhidră este direct compresibilă și are o bună curgere. Nu își pierde proprietățile de tabletare chiar și atunci când este zdrobită până la o pulbere fină, deși fluiditatea scade. Lactoza uscată prin pulverizare constă din microcristale - particule cu structură amorfă și vitroasă. Datorită combinației de particule sferice și microcristale, lactoza are o compresibilitate bună.
Uneori adăugarea unei cantități mici de substanțe precum aerosil, silicat de calciu (aerogel) face ca amestecul să fie potrivit pentru presare. Deci, cantitatea optimă de aerosil adăugată pentru a îmbunătăți fluiditatea amestecului este de 0,05-1%.
Tehnologia de producere a tabletelor prin compresie directă este aceea că substanțele medicamentoase sunt bine amestecate cu cantitatea necesară de excipienți și presate pe mașini de tablete.
În prezent, se poate spune că granularea rămâne principala operație tehnologică în prepararea substanțelor pentru tabletare. Dar compresia directă este introdusă din ce în ce mai mult în producția farmaceutică datorită avantajelor sale economice clare și apariției preselor moderne pentru tablete de mare viteză, cu forțe mari de compresie.
Uneori, procesul de tabletare se realizează folosind pelete care conțin medicamentele și excipienții necesari.
Tablerea (presarea) pe mașinile cu tablete se efectuează cu un instrument de presare format dintr-o matrice și două perforatoare.
Matricea este un disc de oțel, în care este găurit un orificiu cilindric cu un diametru de 3 până la 25 mm. Secțiunea transversală a găurii este egală cu diametrul tabletei.
Matricele sunt introduse în găurile corespunzătoare ale blatului - suprafața de lucru. Pentru a crește productivitatea, matricele pot avea două sau trei sloturi. Poansonele (superioare și inferioare) sunt tije cilindrice (pistoane) din oțel cromat, care pătrund în orificiile matricei de sus și de jos și asigură comprimarea tabletei sub presiune. Suprafețele de presare ale poansonelor pot fi plane sau concave (de diferite raze sau curbură), netede sau cu caneluri transversale (crestături), precum și cu o inscripție gravată. Poansonele pot fi solide sau prefabricate. Poansonul dintr-o bucată este o singură bucată cu împingătorul.
Există două tipuri de tablete:
- cu o matrice de repaus și un buncăr mobil;
- cu o matriță mobilă și o pâlnie de alimentare staționară.
Primul tip de mașini de tabletă a fost numit excentric, sau manivelă (după tipul de mecanism care antrenează poansoanele) sau percuție (după natura forței de presare). Mașinile de al doilea tip se numesc rotative, rotative sau carusel (după natura mișcării matricei cu un sistem de poansoane). Mașinile cu tablete excentrice (la fel de simple ca design) au apărut mai devreme.
Granulare uscată
În unele cazuri, dacă substanța medicamentoasă se descompune în prezența apei, se recurge la granularea uscată. Pentru a face acest lucru, brichetele sunt presate din pulbere, care sunt apoi măcinate pentru a obține nisip. După cernerea din praf, boabele sunt tabletate. În prezent, granularea uscată este înțeleasă ca o metodă în care un material sub formă de pulbere este supus unei compactări inițiale (compresie) și se obține un granulat, care este apoi tabletat - o compactare secundară. În timpul compactării inițiale, în masă sunt introduși adezivi uscați (MC, CMC, PEO), care asigură aderența particulelor de substanțe atât hidrofile, cât și hidrofobe sub presiune. Adecvare dovedită pentru granularea uscată a PEO în combinație cu amidon și talc. Când utilizați un singur PEO, masa se lipește de pumni.
Presare(tabletarea reală). Acesta este procesul de formare a tabletelor din material granular sau sub presiune. În producția farmaceutică modernă, tabletarea se realizează pe prese speciale - mașini rotative pentru tablete (RTM). Presarea pe mașinile de tabletă se realizează cu o unealtă de presare constând dintr-o matrice și două perforatoare.
Ciclul tehnologic de tabletare pe RTM constă dintr-o serie de operații succesive: dozarea materialului, presare (formarea unei tablete), scoaterea și picurarea acestuia. Toate operațiunile de mai sus sunt efectuate automat una după alta cu ajutorul unor actuatoare adecvate.
Presare directă. Acesta este un proces de presare a pulberilor negranulare. Presarea directa elimina 3-4 etape tehnologice si are astfel un avantaj fata de tabletarea cu pregranulare a pulberilor. Cu toate acestea, în ciuda avantajelor aparente, compresia directă este introdusă încet în producție. Acest lucru se explică prin faptul că pentru funcționarea productivă a mașinilor de tabletă, materialul presat trebuie să aibă caracteristici tehnologice optime (fluxabilitate, presabilitate, umiditate etc.). Doar un număr mic de pulberi negranulare au astfel de caracteristici - clorură de sodiu, iodură de potasiu, bromură de sodiu și amoniu, hexometilentetramină, bromocamfor și alte substanțe care au forme izometrice de particule de aproximativ aceeași distribuție a dimensiunilor particulelor, care nu conțin un număr mare de particule fine. fractii. Sunt bine presate.
Una dintre metodele de preparare a substanțelor medicinale pentru compresie directă este cristalizarea direcțională - ele realizează producerea unei substanțe de tabletare în cristale cu o anumită fluiditate, compresibilitate și conținut de umiditate prin intermediul unor condiții speciale de cristalizare. Prin această metodă se obțin acidul acetilsalicilic și acidul ascorbic.
Utilizarea pe scară largă a presării directe poate fi asigurată prin creșterea fluidității pulberilor negranulare, amestecarea de înaltă calitate a medicamentelor uscate și excipienți și reducerea tendinței de separare a substanțelor.
Desprăfuirea. Pentru a îndepărta fracțiunile de praf de pe suprafața tabletelor care ies din presă, se folosesc substanțe de îndepărtare a prafului. Tabletele trec printr-un tambur perforat rotativ și sunt curățate de praf, care este aspirat de un aspirator.
După producerea tabletelor, urmează etapa de ambalare a acestora în blistere pe mașini blistere și ambalare. Pe industrii mari mașinile de blister și de cartonat (cele din urmă includ și o mașină falsă și un marker) sunt combinate într-un singur ciclu tehnologic. Producătorii de mașini blister complet echipament adițional mașinile lor și livrează clientului linia finită. În producțiile cu productivitate scăzută și producțiile pilot, este posibilă efectuarea manuală a unui număr de operațiuni, în legătură cu aceasta, această lucrare oferă exemple despre posibilitatea achiziționării de echipamente individuale.
Perspective pentru dezvoltarea tehnologiei tabletelor
1) Tablete multistrat permit combinarea de medicamente care sunt incompatibile din punct de vedere al proprietati fizice si chimice, prelungesc acțiunea substanțelor medicamentoase, reglează succesiunea absorbției acestora la anumite intervale. Pentru producerea lor se folosesc mașini ciclice de tablete. Substanțele medicinale destinate diferitelor straturi sunt introduse în alimentatorul mașinii dintr-un buncăr separat. O nouă substanță medicinală este turnată pe rând în matrice, iar pumnul inferior cade din ce în ce mai jos. Fiecare substanță medicinală are propria sa culoare, iar acțiunea lor se manifestă secvenţial, în ordinea dizolvării straturilor. Pentru a obține tablete stratificate, diverse companii străine produc modele speciale RTM, în special, compania W. Fette (Germania).
2) Tablete cu cadru (sau tablete cu schelet insolubil) - pentru prepararea lor se folosesc excipienți care formează o structură de rețea (matrice) în care este inclusă substanța medicamentoasă. O astfel de tabletă seamănă cu un burete, ai cărui pori sunt umpluți cu o substanță medicinală solubilă. Această tabletă nu se dezintegrează tract gastrointestinal. În funcție de natura matricei, aceasta se poate umfla și dizolva lent sau își poate păstra forma geometrică pe toată durata șederii în organism și este excretată neschimbată sub forma unei mase poroase în care porii sunt umpluți cu lichid. Tabletele de cadru sunt medicamente cu acțiune prelungită. Substanța medicamentoasă este eliberată din ele prin spălare.
Tablete comprimate
Tabletele comprimate (în continuare vor fi denumite într-un singur cuvânt „tablete”) sunt o formă solidă de dozare obținută prin presare.
Diametrul tabletelor variază de la 3 la 25 mm. Tabletele cu un diametru mai mare de 25 mm se numesc brichete și sunt realizate pe mașini speciale de brichetat. Cele mai comune comprimate au un diametru de 7 până la 14 mm.
Pe tabletele cu un diametru mai mare de 9 mm, se aplică un scor (crestătură), care facilitează separarea comprimatului în două părți. Tabletele cu două tăieturi aplicate perpendicular una pe alta pot fi împărțite cu ușurință în patru părți destul de egale. Acest lucru se face în principal pentru confortul luării de pastile de către copii, deoarece vă permite să reduceți doza de substanță activă.
Înălțimea tabletelor trebuie să fie de 30-40% din diametrul lor.
Masa tabletelor variază într-un interval destul de larg - de la 0,05 la 0,6 g și este determinată în principal de doza substanței medicinale.
Excipienți
Dacă substanțele medicinale conținute în comprimat asigură efectul terapeutic al acestuia, atunci excipienții îndeplinesc o dublă funcție: pe de o parte, ajută la formarea unei mase ușor de dozat și compresibil, pe de altă parte, asigură eliberarea medicamentului. substanță din compoziția tabletei la viteza necesară, în caz general determinat de timpul de dezintegrare al tabletei.
Cantitatea totală de excipienți nu trebuie să depășească 20% din masa substanțelor medicamentoase. Excepție fac diluanții, a căror cantitate în tablete nu este standardizată. Abaterile de la normă sunt indicate în articolele private relevante.
Cantitatea de talc trebuie să fie de cel puțin 3%, acid stearic, stearat de calciu sau magneziu nu mai mult de 1%, tween-80 nu mai mult de 1% din tabletă, cu excepția anumitor cazuri specificate în articolele private.
Toți excipienții utilizați la producerea tabletelor, în funcție de scopul lor, sunt împărțiți în următoarele grupe: diluanți, dezintegranți, agenți de alunecare și lubrifianți, adezivi și auxiliari de acoperire (ultimul grup, nu întotdeauna utilizat în producția de tablete datorită scopului specific). și funcții, este separată într-o secțiune separată și discutată pe scurt mai jos).
Diluanți- substanțe introduse în prescripțiile maselor de tablete în vederea realizării masei necesare de preparate de tablete cu conținut scăzut de ingredient activ. Ca diluanți se folosesc amidonul, zahărul din sfeclă, zahărul din lapte, glucoza, fosfat acid de calciu, bicarbonatul de magneziu, oxidul de magneziu, sulfatul de calciu, manitolul, clorura de sodiu, caolinul, carbonatul de magneziu bazic, sorbitolul, ureea etc.
agenţi de dospire- sunt compusi care asigura distrugerea mecanica (dezintegrarea) tabletei in stomac sau intestine la contactul cu sucurile digestive. Efectul substanțelor medicinale depinde de timpul și natura dezintegrarii tabletelor. Astfel, dezintegrarea rapidă a tabletei asigură o eliberare rapidă a substanței medicamentoase și o rată mare de difuzie a acesteia la suprafața de absorbție. Tabletele care nu se dezintegrează pot trece prin tractul gastrointestinal fără a provoca efect terapeutic. Dezintegrarea slabă poate provoca o întârziere sau o scădere efect terapeutic medicamentul sau acumularea acestuia în organism. În acest sens, testul de dezintegrare, printre alte metode de evaluare a calității preparatelor de tablete, a fost primit în farmacopee și specificații semnificație deosebită. În funcție de mecanismul efectului distructiv, toți agenții de afânare pot fi împărțiți în trei grupuri.
I. Distrugerea tabletei din cauza umflăturii (ultraamilopectină, agar-agar, gelatină, gelatină formol, acid alginic, alginat de sodiu, metilceluloză, carboximetilceluloză de sodiu etc.).
II. Distrugerea tabletei din cauza formării de gaz - așa-numitele amestecuri efervescente (de exemplu, amestecuri de bicarbonat de sodiu cu acid citric sau tartric).
III. Tablete care îmbunătățesc umecbilitatea și permeabilitatea apei (agenți tensioactivi - de exemplu, tweens, spume, lauril sulfat de sodiu și, de asemenea, amidon).
Planare și lubrifianți. Ele sunt introduse în compoziția masei tabletei pentru a îmbunătăți proprietățile de fluiditate și alunecare. Există trei grupe de astfel de substanțe.
I. Substanțe care îmbunătățesc mobilitatea, curgerea granulatului: amidon măcinat fin, talc, polietilen glicoli, lapte praf degresat, acid boric, aerosil, silicat de aluminiu, amestec de benzoat de sodiu și acetat de sodiu.
II. Antiadeziv (antilipire, de fapt lubrifiant): acid stearic, parafină, ceresină, lubrifianți siliconici etc.
III. Substanțe cu acțiune mixtă (îmbunătățirea fluidității și reducerea adezivității): în principal stearati de calciu, magneziu, aluminiu.
Substanțe de legare (lipire). adăugat la masa tabletei pentru a crește rezistența granulelor și a tabletelor. Toate trebuie să îndeplinească anumite cerințe; să aibă o capacitate de legare, să nu afecteze dezintegrarea tabletelor, să fie compatibil cu substanțele medicamentoase și indiferent organismului, să nu fie costisitor și greu de utilizat.
Glucoză(Glucosum) (GFH, Articolul Nr. 311) - o pulbere cristalină incoloră, inodoră, cu gust dulce, foarte solubilă în apă. Pulberea de glucoză se caracterizează prin higroscopicitate, o tendință la tot felul de transformări chimice (în special, la fermentație) și reactivitate chimică. A se păstra într-un recipient bine închis.
Etilceluloza - etanol celuloză. Este o pulbere albă granulară, inodoră și fără gust, insolubilă în apă. 4-8% soluții de etil celuloză în etil anhidru sau alcool izopropilic ca agent de lipire în prepararea tabletelor din substanțe medicinale sensibile la umiditate (de exemplu, din acid ascorbic sau acetilsalicilic).
Acid alginic- pulbere amorfă, inodoră, gust acru. Se umflă puternic în apă. De obicei, la pulberea umflată în apă se adaugă un amestec de medicamente și alți excipienți. acid alginic iar după amestecarea granulelor.
Alginat de sodiu- pulbere albă sau galben-maronie, inodoră și fără gust, solubilă lent în apă pentru a forma soluții lipicioase. O soluție de 1% de alginat de sodiu este de obicei utilizată ca adeziv.
Alcool polivinil este o substanță amorfă albă, foarte solubilă în apă, glicerină și insolubilă în solvenți organici. De obicei, o soluție de alcool polivinilic 5% este utilizată ca adeziv.
Argila alba(caolin) - pulbere albă, grasă la atingere, cu o tentă cenușie-gălbuie, insolubilă în apă și solvenți organici. Cu apă este capabil să dea mase de plastic.
Carbonat de magneziu bazic reprezintă lumină albă pulbere, insolubilă în apă. Este folosit ca diluant în producția de tablete și ca bază pentru pulberi.
Talc este un silicat pur (sare de acid silicic) de magneziu. Este cea mai fină pulbere de culoare albă sau cenușie, alunecoasă și uleioasă la atingere. Nu se dizolvă în apă sau solvenți organici. Este utilizat pe scară largă în practica farmaceutică pentru tabletare, drajare, la stropirea pastilelor, ca bază pentru pulberi etc.
În prezent, utilizarea talcului este redusă peste tot din cauza non-indiferenței sale.
Excipienții utilizați în producția modernă de tablete sunt introduși în compoziția tabletei în strictă conformitate cu prescripțiile specificate în regulamentele de producție ale întreprinderilor farmaceutice (prescripția regulamentului se bazează pe prescripția farmacopeei sau pe prescripția dată în specificațiile tehnice și aprobată). de către comitetul de farmacopee.
Pregătirea materialului pentru tabletare constă în uscarea, măcinarea sau cernerea medicamentelor sau excipienților în cazurile în care conținutul de umiditate, dimensiunea cristalului, puritatea acestora nu îndeplinesc cerințele pentru produsele tablete.
În prezent, această etapă își pierde din semnificație datorită faptului că calitatea medicamentelor și excipienților produși de industrie este în continuă creștere.
Amestecarea. Toate substanțele destinate tabletării sunt amestecate în amestecătoare uscate (oscilante, circulante, cu tambur sau pneumatice) și apoi încărcate într-un alt recipient, unde sunt umezite cu o soluție de agent adeziv, care este necesară pentru granularea ulterioară.
Conform unei alte metode, amestecarea și umezirea se efectuează într-un mixer cu palete în formă de sigma (două sau un singur arbore) sau într-un mixer cu șurub, care este utilizat în mod obișnuit în acest scop, iar pulberile uscate sunt amestecate mai întâi (5-10 min), și apoi amestecul umezit (15-20 min) .
Granulare
Granularea este procesul de transformare a unui material sub formă de pulbere în boabe de o anumită dimensiune (de unde și termenul de „granulare” întâlnit uneori în tehnologie). Granularea este necesară pentru a îmbunătăți fluiditatea amestecului de tablete și pentru a preveni delaminarea acestuia. Metodele de granulare existente în prezent sunt împărțite în următoarele tipuri principale: 1) granulare prin perforare, 2) granulare măcinată; 3) granulație structurală.
Perforarea granulării.
Se realizează prin forțarea masei amestecate și umezite prin plăci perforate sau ochiuri metalice puternice. Mărimea granulatului rezultat depinde de diametrul orificiilor din plăci sau de dimensiunea orificiilor de plasă.
Mecanismele prin care se realizează această metodă de granulare se numesc granulatoare, sau mașini de frecat (Fig. 39). Metoda de preparare a granulelor prin forțarea masei umede în astfel de granulatoare în practica farmaceutică se numește granulație umedă.
Umidificarea masei de tabletă pentru granulare se realizează în etapa de amestecare, astfel încât această masă să se lipească cu ușurință, fără să se lipească de degete, într-un bulgăre. Acesta este un mod vechi, dar simplu și comun de a verifica dacă un material este pregătit pentru perforare.
Granularea prin perforare produce de obicei granule cu un diametru de 0,5-3 mm. Granulatul rezultat este uscat la umiditatea reziduală adecvată în uscătoare.
Granulație de măcinare.
În cazurile în care materialul umezit poate reacționa cu părțile metalice ale granulatorului în timpul frecării, granularea prin perforare devine imposibilă. În acest caz, pulberile care urmează să fie granulate sunt bine amestecate și umezite în recipiente nemetalice sau emailate și apoi uscate până la o masă cocoloașă uscată. În continuare, masa este transformată într-o pulbere grosieră (granulat) folosind role sau o moară Excelsior, după care este cernută de praf și comprimată. Această metodă de granulare este una dintre soiurile destul de răspândite de granulare umedă.
Există o altă posibilitate de măcinare a granulării, care se realizează în cazurile în care orice fel de umezire (sau uscare ulterioară) a amestecului de pulbere poate duce la descompunerea imediată sau la pierderea activității. Cu un asemenea pericol, materialele inițiale pulverulente sunt bine amestecate și presate sub presiune mare pe mașini de brichetare, care formează cu ușurință brichete puternice chiar și dintr-o pulbere fină și cu curgere redusă. Brichetele sunt apoi măcinate pe role sau mori „Excelsior” iar pulberea grosieră rezultată, cernută printr-o sită cu orificii de 1-2 mm și eliberată de praf, se presează.
Această metodă de obținere a granulelor în tehnologia farmaceutică se numește granulație uscată, sau brichetarea.
granulație structurală.
Acest tip de granulație se caracterizează printr-un astfel de efect asupra materialului umezit, ceea ce duce la formarea de granule rotunjite și, în anumite condiții, destul de uniforme ca mărime. În prezent, există trei metode de granulare de acest tip utilizate în industria farmaceutică: granulare în tigaie, granulare prin pulverizare și granulare în pat fluid.
Se realizează obținerea granulelor într-un cazan de acoperire în felul următor. Medicamentele, diluantul și substanțele de dezintegrare sunt încărcate într-o tigaie din oțel inoxidabil și amestecate la o viteză a tigaii de 30 rpm. După amestecare, prin atomizorul instalat la deschiderea cazanului se pulverizează apă, care cade pe suprafața masei pulverulente, formând mici granule la contactul cu aceasta. Apoi, viteza de rotație a cazanului este redusă ușor la 3 rpm, după care este introdus un curent de aer cald în el pentru a usca granulele. Operația tehnologică se finalizează prin adăugarea unui agent de alunecare sub formă de pulbere fină la granulatul uscat.
O altă metodă de granulare structurală este granularea prin uscare prin pulverizare. La producerea granulelor prin această metodă, principala operație tehnologică este pulverizarea într-un uscător cu pulverizare a unei suspensii constând din excipienți și un hidratant și care nu conține substanțe medicinale.
Cea mai avansată și promițătoare din punct de vedere tehnic este metoda propusă pentru obținerea granulelor în pat fluidizat.
Ideea utilizării fluidizării în producția de tablete a fost propusă pentru prima dată de Warster (1959) când a creat un aparat pentru acoperirea și producerea granulelor. Aparatul propus de Warster (Fig. 40) este o coloană verticală cu o parte îngustată (de lucru) în partea de jos și extinsă în partea de sus. Aerul este furnizat coloanei de jos prin intermediul unui ventilator. Între ventilator și deschiderea inferioară a coloanei este instalat un dispozitiv de încălzire, care crește temperatura jetului de aer, care este necesar pentru uscarea granulelor.
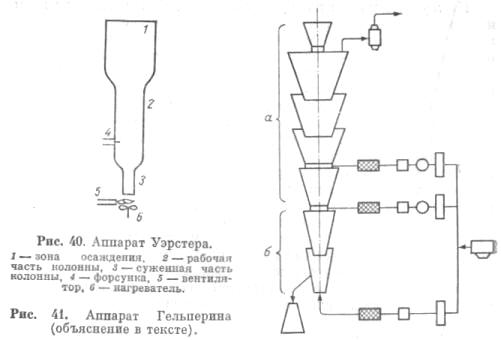
Granulatul din aparat este format prin aplicarea unei soluții sau suspensii de granulare pe suprafața miezurilor introduse inițial în coloană, în acest caz, particule de zahăr. Alte materiale indiferente, precum și substanțe medicinale, sunt, de asemenea, folosite ca un astfel de miez. Dacă miezul este o substanță medicinală, atunci pe suprafața sa se aplică un material de granulare. Dacă miezul constă dintr-o substanță indiferentă, substanța medicinală este introdusă în compoziția materialului de granulare și aplicată pe suprafața miezului împreună cu aceasta. Metodele sunt aproape aceleași și permit obținerea concentrației exacte a substanței medicamentoase în granulat.
O altă posibilitate de obținere a granulelor prin tehnica fluidizării este granularea directă a pulberilor.
În 1693, N. I. Gelperin şi colab. a fost propusă o metodă în contracurent continuu pentru obținerea granulelor de medicament în pat fluidizat cu clasificarea simultană a acestora din urmă după mărime (Fig. 41).
Instalația concepută pentru a implementa această metodă este un dispozitiv în mai multe etape constând din două zone: cea superioară (a), unde are loc granularea propriu-zisă, și cea inferioară (b), unde granulele sunt uscate și curățate. Aerul cu o anumită umiditate este furnizat aparatului de dedesubt, precum și tangențial în secțiuni separate, iar de sus - un amestec de medicament și excipienți care trebuie granulat. Granulatul este îndepărtat din secțiunea inferioară și, dacă este necesar, granulele mai mici pot fi îndepărtate din secțiunile intermediare ale aparatului.
Astfel, granularea are loc în instalație cu clasificarea simultană a particulelor după dimensiune, ceea ce asigură producerea unui produs cu un conținut ridicat de granule suficient de puternice de o dimensiune dată.
Granularea structurală, spre deosebire de umedă și uscată, face posibilă obținerea de granule mai uniforme și rotunjite, ceea ce îmbunătățește semnificativ calitatea tabletelor fabricate și mărește acuratețea dozării substanței medicinale.
Presare
Compresia poate fi definită ca procesul de formare a tabletelor dintr-o masă granulară sau sub presiune. Presarea se realizează cu ajutorul mașinilor de tabletă, care, în funcție de tip și design, dezvoltă o presiune în intervalul 1000-10.000 kg/cm2 (Fig. 42).
![]()
Procesul de obținere a tabletelor pe mașini de tabletă constă în:
1) dozarea materialului;
2) presare (formarea tabletei);
3) împingerea tabletei în afara matricei și aruncarea acesteia în receptor.
La mașinile cu tablete utilizate în producția farmaceutică, toate operațiunile de mai sus sunt efectuate automat una după alta folosind dispozitive de acționare adecvate (Fig. 43).

Operație de dozare servește la umplerea matricei mașinii de tablete cu o cantitate strict definită de material compresibil pentru a obține tablete cu o cantitate dată de substanță medicamentoasă având o masă constantă. Dozarea poate fi în greutate și volum. Dozarea în funcție de greutate este mai precisă, totuși, datorită complexității dozatoarelor de cântărire, toate aparatele de tabletă folosesc dozarea în funcție de volum.
Operație de apăsare urmareste operatia de dozare si consta in comprimarea materialului in forma inchisa (matrice) cu ajutorul a doua poansoane - superior si inferior. O astfel de compresie, în funcție de tipul mașinii de tabletă, poate fi efectuată prin poansonul superior (presare pe o singură față) sau ambele (presare pe două fețe). Presarea pe o singură față se efectuează pe mașini excentrice, pe două fețe - pe mașini rotative pentru tablete.
Cu apăsarea unilaterală în momentul comprimării, poansonul inferior este în stare staționară în poziția cea mai joasă; materialul este presat când poansonul superior este coborât.
Prin apăsarea pe două fețe, poansonele superioare și inferioare se deplasează cu aceeași viteză una spre alta și creează o presiune uniformă, crescândă progresiv pe suprafețele superioare și inferioare ale tabletei.
La sfârșitul compresiei, tableta trebuie scoasă din matriță. La mașinile verticale cu tablete, acest lucru se face de obicei prin intermediul unui poanson inferior care se ridică și împinge tableta pe suprafața mesei matriței. Poansonul de sus ar trebui să se ridice înaintea poansonului de jos. În unele modele de mașini de tabletă, ejectarea este efectuată folosind poansonul superior. În acest caz, tableta este împinsă în jos; poansonul inferior este pre-coborât.
Acoperirea tabletelor
După cum a arătat experiența cu utilizarea tabletelor, acestea din urmă sunt supuse unei varietăți de efecte adverse, începând din momentul în care sunt primite și terminând cu dezintegrarea sau dizolvarea în tractul gastrointestinal. Acesta este un impact mecanic în timpul ambalării, transportului, depozitării și utilizării, expunerii la aer, umiditate, lumină și alți factori. Impactul mecanic asupra tabletelor duce la o încălcare a integrității acestora, impactul mediu inconjurator este cauza modificărilor chimice, în urma cărora cantitatea de substanțe active scade, iar tabletele în sine se întunecă sau se pătează. În plus, atunci când luați o pastilă, este adesea nefavorabil să afectați organele individuale sau senzațiile subiective ale pacientului. Deci, unele substanțe medicinale conținute în tablete (sarcolizină, pentoxil, dopan, bruneomicina, acid acetilsalicilic etc.) provoacă în unele cazuri greață, vărsături, irită mucoasa esofagului sau stomacului. O serie de substanțe medicinale, în special antibiotice (nistatina, levorină, tricomicină), enzime (pepsină, pancreatina) și unii hormoni, pot fi distruse și inactivate atunci când interacționează cu sucul gastric. Toate acestea au condus la ideea necesității de a aplica acoperiri pe suprafața tabletelor care să le protejeze de influența factori externiși elimină efectul iritant al substanțelor medicinale asupra tractului digestiv.
Termenul „acoperire” are o dublă semnificație: se referă atât la învelișul în sine, cât și la procesul de aplicare a acesteia pe tabletă. Acoperirea tabletelor cu coji are următoarele obiective:
1) protejați pilula de influențe mecanice(impact, abraziune etc.);
2) protecție împotriva influențelor mediului (lumină, umiditate, oxigen și dioxid de carbon din aer);
3) deghizarea prost gust sau mirosul substanței medicinale conținute în tabletă;
4) protecție împotriva proprietăților de murdărie ale tabletelor (ex. tablete de cărbune activ);
5) protecția substanței medicamentoase conținute în tabletă de reacția acidă suc gastric;
6) protecția membranei mucoase a esofagului și stomacului de efectul iritant al substanței medicinale;
7) localizarea acțiunii substanței medicinale într-o anumită secțiune a tractului gastrointestinal;
8) prevenirea încălcărilor proceselor de digestie în stomac, posibilă în neutralizarea sucului gastric cu substanțe medicinale de natură principală;
9) prelungirea actiune terapeutica substante.
Uneori se adaugă coloranți pe coajă. Acest lucru se face pentru a oferi comprimatelor acoperite un aspect mai bun aspect sau pentru a desemna grupa terapeutică a substanţei medicamentoase pe care o conţin.
Acoperirile pentru tablete, în funcție de compoziția și metoda de aplicare, sunt împărțite în acoperite, film și presate.
Acoperire uscată(din drajeul francez - aplicarea unei coji de zahăr) este cel mai vechi tip de coji de tabletă folosit de la începutul secolului al XX-lea. Scopul principal al acestor carcase este de a proteja tabletele de influente externe, mascând gustul și mirosul neplăcut al substanței medicinale, îmbunătățind aspectul tabletelor. Uneori, compoziția cojilor include substanțe care protejează tableta de efectele sucului gastric. În prezent, datorită dezvoltării rapide a tehnologiei filmelor și acoperirilor presate, proporția tabletelor acoperite în numărul total de tablete acoperite scade treptat.
Procesul de aplicare a unui strat acoperit constă din patru etape principale: grunduire (învelire), stratificare (rodare), șlefuire (netezire) și lustruire. Acești pași se efectuează secvenţial.
Pentru aplicarea carcasei se folosește un cazan pe granule (obductor).
Acoperirea cu drajeuri protejează în mod fiabil tabletele de deteriorări mecanice, le mărește rezistența la influențele atmosferice și oferă o formă simplificată, care este convenabilă pentru a lua. Cu toate acestea, pentru a obține o rezistență suficientă și un aspect frumos, coaja de zahăr trebuie aplicată în mod repetat, ceea ce prelungește semnificativ procesul (de la 8 la 60 de ore, în funcție de dimensiunea tabletelor) și duce la o creștere a greutății. a tabletelor cu aproape un factor de două comprimate filmate nu trebuie să depășească de două ori greutatea comprimatului neacoperit). Contactul prelungit al tabletei cu siropul de zahăr afectează negativ multe dintre substanțele care alcătuiesc compoziția sa (vitamine, antibiotice și alte substanțe rezistente la umiditate). În astfel de cazuri, este practic imposibil să acoperiți tabletele fără a le proteja mai întâi cu un strat insolubil în apă.
Acoperiri cu film. Un film de acoperire este o înveliș subțire (0,05-0,02 mm) care se formează pe o tabletă după uscarea unei soluții de substanță filmogenă aplicată pe suprafața sa.
În funcție de solubilitate, acoperirile de peliculă se împart în următoarele grupe: a) solubile în apă, b) solubile în sucul gastric, c) solubile enteric, d) insolubile.
Acoperiri pe bază de apă. Pe tablete se aplică învelișuri solubile în apă pentru a le proteja de deteriorarea mecanică, de expunerea la oxigen și dioxid de carbon, pentru a masca gustul sau mirosul neplăcut al substanței medicinale și, uneori, pentru a adăuga strălucire tabletelor acoperite. Aceste învelișuri nu măresc timpul de dezintegrare a tabletelor și nu le protejează de umiditatea din aer, în special la umiditate relativă ridicată.
In conexiune cu utilizare pe scară largă cochilii aparținând următoarelor două grupe („b” și „c”), cochiliile solubile în apă sunt folosite relativ rar.
Acoperiri solubile în sucul gastric. Dizolvate sub influența acizilor și a enzimelor sucului gastric, acoperirile sunt aplicate tabletelor pentru a le proteja de influențele atmosferice, în principal de umiditate. Astfel de filme (grosime 0,06-0,1 mm) rezistă destul de fiabil la umiditate, asigurând în același timp dezintegrarea lor în stomac în 10-20 de minute. Formatorii de film din acest grup includ substanțe care conțin în principal grupări amino. Aceștia sunt dimetilaminometil eter al acidului polimetacrilic, dodecilamină N-xilozidă, para-aminobenzoați de glucoză, fructoză, manitol și acetilceluloză, dietil și benzilaminometilceluloză, hidroxipropilmetilceluloză, derivați alchil ai aminoacetilcelulozei și polivinil-vinilcelulozei și derivații de vinil-vinil-vinil-vinil-celuloză. ilpiridină și copolimerii acestora cu clorură de vinil, acetat de vinil, cu tirol, butadienă, izopren, esteri ai acidului acrilic. Tabletele sunt acoperite cu soluții ale acestor substanțe în solvenți organici - alcool etilic sau izopropilic sau acetonă.
Acoperiri enterice.Învelișurile enterice protejează substanța medicamentoasă conținută în tabletă de reacția acidă a sucului gastric, protejează mucoasa gastrică de efectul iritant al anumitor medicamente, localizează substanța medicinală în intestin, prelungindu-i într-o anumită măsură acțiunea.
Acoperirile enterice au, de asemenea, o proprietate de protecție împotriva umezelii mai pronunțată decât cele ale acoperirilor enumerate mai sus.
Procesul de dizolvare a membranelor enterice din organism se datorează efectului asupra acestora al unui complex de săruri, enzime și diferite substanțe salubilizante conținute în sucul intestinal. Acoperirile enterice sunt cel mai comun tip de acoperire cu film.
Pentru acoperirile enterice se folosesc substanțe naturale: șelac, ceară de carnauba, cazeină, keratina, parafină, cerezină, spermaceti, alcool cetilic, precum și produse sintetice: acid stearic în combinație cu grăsimi și acizi biliari, stearat de butii, dextrină, lactoză, manitol, sorbitol, alcool polivinilic, ftalați de zeină, monosuccinați de acetat de celuloză, metil ftalilceluloză. Cel mai adesea, acetatul de celuloză este folosit ca substanță cea mai rezistentă la efectele sucului gastric.
Formatorii de film enumerați sunt aplicați pe tablete sub formă de soluții în alcool etilic, acetat de etil, alcool izopropilic, acetonă, toluen sau în amestecuri ale acestor solvenți.
acoperiri insolubile. Scopul principal al acoperirilor de acest tip este de a proteja tableta de deteriorarea mecanică și de expunerea la umiditatea atmosferică, de a elimina mirosul și gustul neplăcut al substanței medicinale și de a prelungi acțiunea acesteia.
Filmele insolubile sunt obținute folosind anumiți eteri de celuloză, în special etil celuloză și acetat de celuloză, care se aplică tabletelor sub formă de soluție în alcool etilic, acetonă, acetat de etil, cloroform, toluen, clorură de metilen, alcool izopropilic. Pentru a crește rezistența și elasticitatea cojilor, în compoziția lor se adaugă uretan, uree, acid citric, ceară, ulei de ricin hidrogenat. Pelicula insolubilă de etil celuloză este mai puternică și mai elastică decât acetatul lor de celuloză, reține mai bine coloranții. Mecanismul de eliberare a substanței medicamentoase din tableta cu un strat insolubil este difuzia prin porii învelișului.
Metode de aplicare a straturilor de film. Există trei moduri de aplicare a acoperirilor de film pe tablete: 1) imersarea într-o soluție de substanță filmogenă; 2) stratificare într-o tigaie; 3) pulverizare în pat fluidizat.
Prima metodă se bazează pe scufundarea comprimatelor una câte una, apoi a celeilalte părți în soluție.
Tabletele sunt fixate în vid pe o foaie metalică perforată a unei mașini speciale cu o capacitate de 5000-8000 de tablete acoperite pe oră. Această metodă este destul de complicată și este potrivită doar pentru aplicarea pe tablete a soluțiilor vâscoase, dar nu prea lipicioase. Din cauza performanței insuficient de ridicate, este rar folosit.
Cea mai utilizată metodă de aplicare a carcasei de film într-o tavă de acoperire. Este ieftin, aplicabil pentru soluții de aproape orice vâscozitate și foarte productiv.
Acoperiri presate(uneori denumite acoperiri uscate). Acoperirea prin compresie a fost aplicată pentru prima dată în 1954 folosind o mașină pentru tablete de tip Drycot, deși un brevet pentru o mașină pentru tablete de acest tip a fost depus de englezul Noyes încă din 1895 și primit în 1897 sub nr. 8599. » este o unitate formată din două rotoare cu 16 perforații (Fig. 44). Pe primul rotor în mod obișnuit Sunt presate miezuri de tablete biconvexe, care sunt transferate cu ajutorul unui dispozitiv special de transport la al doilea rotor, unde se aplică stratul de acoperire. Schema de acoperire prin presare este următoarea. Mai întâi, cavitatea matricei este umplută cu o porțiune de granulat necesară pentru a forma partea inferioară (jumătate) a acoperirii. Apoi, o tabletă de miez este alimentată pe granulat de-a lungul ghidajelor speciale de la primul rotor, pe care se aplică o acoperire.
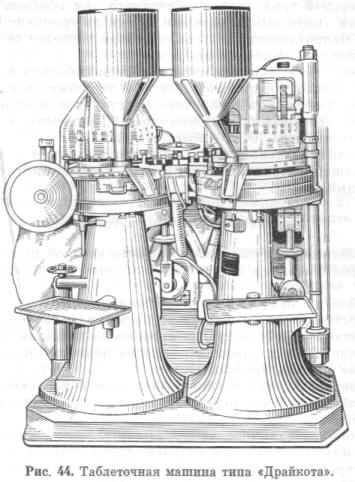
Aparatul are un dispozitiv automat pentru respingerea tabletelor presate fără o tabletă de miez, precum și tabletele obținute la pornirea și oprirea mașinii (cum ar fi tabletele, de regulă, nu sunt standard). Productivitatea mașinii este de 10.500 de tablete pe oră.
Acoperirile presate pentru scopul lor sunt corective, rezistente la intemperii și solubile enteric.
Cerințe de bază pentru tablete
Următoarele cerințe tehnice de bază sunt impuse tabletelor produse de industria farmaceutică:
a) tabletele trebuie să fie puternice;
b) tabletele ar trebui să se dezintegreze rapid în mediu lichid(cu excepția comprimatelor cu eliberare prelungită);
c) abaterile de la masa medie nu trebuie să depășească limitele admise de GPC;
d) dozarea substanței medicamentoase din comprimat trebuie să fie exactă și să nu depășească limitele abaterilor permise de GPC.
Putere. Rezistența mecanică a tabletei determină siguranța (integritatea) acesteia atunci când este împinsă din mașina de tabletă, transportul intra-magazin, ambalarea, transportul, depozitarea, precum și atunci când este eliberată din farmacie și utilizată de pacient. Tableta trebuie să reziste pe deplin efectelor acestor etape. Chiar și cea mai mică încălcare a integrității sale este inacceptabilă.
În acest sens, un anumit număr de tablete este supus controlului puterii. Metodele de determinare a rezistenței tabletelor sunt foarte diverse și pot fi împărțite în următoarele grupe: 1) determinarea rezistenței mecanice la compresiune într-o poziție orizontală sau verticală a tabletei; 2) determinarea rezistenței mecanice prin friabilitatea tabletelor.
Există, de asemenea, metode mai puțin obișnuite pentru determinarea impactului, rebound elastic, îndoire la impact etc.
Friabilitatea tabletelor se determină cu ajutorul unor dispozitive numite „attritori” sau „friabilatori” (din engleză friable - crumbling).
În mod normal, abraziunea tabletelor nu trebuie să depășească 3%.
Dezintegrarea substanțelor. Testul de dezintegrare, precum și testul de rezistență, este acceptat de aproape toate farmacopeile lumii. De obicei, dezintegrarea tabletelor este determinată de viteza de distrugere mecanică sau dizolvare a acestora în apă, soluție de acid clorhidric sau suc gastric sau intestinal artificial (și uneori natural). Temperatura lichidului în care se efectuează determinarea dezintegrarii variază de la 35 la 40 °C. Conform GPC, dezintegrarea tabletelor este determinată în apă la o temperatură de 37 ± 2 ° C, iar timpul acesteia este limitat la 15 minute, cu excepția tabletelor acoperite.
Tabletele cu acoperire acoperită sau presată trebuie să se dezintegreze în apă la o temperatură de 37 ° C în cel mult 30 de minute (conform Farmacopeei Internaționale, nu mai mult de 1 oră).
Tabletele filmate (cu excepția comprimatelor enterice) ar trebui, de asemenea, să se dezintegreze în cel mult 30 de minute. Tabletele cu acoperiri enterice (acoperite, filmate, comprimate) nu trebuie să se dezintegreze în decurs de 2 ore într-o soluție acidă de pepsină și, după spălare cu apă, trebuie să se dezintegreze în soluție alcalină pancreatină nu mai mult de 1 oră.
Metoda de determinare a dezintegrarii tabletelor in vitro nu poate fi luată ca un criteriu obiectiv pentru comportamentul unei tablete in vivo.
Determinarea abaterilor de la masa medie. Această definiție caracterizează în mod direct acuratețea dozării volumetrice în timpul funcționării mașinii de tabletă și indirect - acuratețea dozării componentei medicamentului în tabletă. Procedura de determinare constă în cântărirea unui anumit număr de tablete din lotul de testat (10 tablete conform GPC) cu o precizie de 0,01 g, aflarea mediei aritmetice (greutatea medie) și calcularea abaterilor în greutatea fiecărui comprimat analizat de la valoarea calculată a greutății medii. Abaterile de masă sunt exprimate în procente și sunt permise în limite strict definite, în funcție de masa comprimatului. Conform GPC, sunt permise fluctuații ale masei tabletelor individuale (cu excepția tabletelor filmate): pentru o tabletă cu o greutate mai mică de 0,12 g - în ± 10%, pentru restul - ± 5% din greutatea lor medie.
Abaterile în conținutul de substanțe medicinale din tablete sunt indicate în articolele relevante. Cu o doză de substanțe medicinale de până la 0,1 g, acestea sunt ± 10%, mai mult de 0,1 g - ± 5%.
Tablete - o formă solidă de dozare, care este o comprimată una sau mai multe substanțe medicinale. Tabletele trebuie considerate ca sisteme dispersate coerent, fără un mediu de dispersie. Acestea sunt corpuri solide poroase, formate din mici particule în suspensie, în contact între ele și lipite (legate) la punctele de contact. Ca urmare a presiunii exercitate asupra acestora, particulele fazei dispersate din tablete sunt private de posibilitatea deplasarii libere.
Primele informații despre posibilitatea de presare a pulberilor datează de la mijlocul secolului al XIX-lea. În țara noastră, pentru prima dată, producția de tablete a început în 1895 la uzina de preparate medicale din Sankt Petersburg (acum asociația de producție chimico-farmaceutică Oktyabr).
Găsit sub formă de tabletă aplicare largă multe substanțe medicinale. Din total până la 40% din formele de dozare finite produse în fabrică eliberate din farmacii sunt tablete. Producția de tablete în loc de pulberi, soluții și pastile de diferite compoziții este din ce în ce mai răspândită.
Tabletele au forma unor discuri rotunde plate și biconvexe sau alte forme de plăci. Cele mai convenabile pentru fabricarea ambalajelor și utilizarea tabletelor sub formă de discuri, deoarece sunt ușor și strâns ambalate. Ștampilele și matricele pentru fabricarea lor sunt mai simple și mai ieftine. Diametrul tabletelor variază de la 3 la 25 mm. Tablete cu mari dimensiuni transversale sunt considerate brichete. Înălțimea comprimatelor trebuie să fie între 30-40% din diametrul lor.
Un comprimat este de obicei destinat pentru o singură doză. Tabletele cu un diametru mai mare de 9 mm au un scor (crestătură), care se aplică atunci când sunt apăsate cu o ștampilă. Conform crestăturii, tabletele se sparg ușor și pot fi împărțite în 2 sau 4 doze.
Tabletele ca formă de dozare, precum și procesul de fabricare a acestora, au lor pozitive și laturile negative. LA calități pozitive raporta:
a) mecanizarea completă a procesului de fabricație, asigurând o productivitate ridicată, puritate și igiena tabletelor;
b) acuratețea dozării substanțelor medicamentoase introduse în tablete;
c) portabilitatea tabletelor, oferind ușurință în distribuire, depozitare și transport forma de dozare;
d) conservarea substanţelor medicamentoase în stare comprimată. Pentru substanțele insuficient stabile se pot aplica învelișuri de protecție;
e) mascarea proprietăților organoleptice neplăcute ale substanțelor medicinale (gust, miros, capacitate de colorare). Se realizează prin impunerea cojilor de zahăr, cacao, ciocolată etc.;
f) posibilitatea combinării substanţelor medicamentoase care sunt incompatibile din punct de vedere al proprietăţilor fizico-chimice în alte forme de dozare;
g) localizarea actiunii medicamentului. Se realizează prin aplicarea comprimatului de cochilii cu o compoziție specială, solubile în principal într-un mediu acid (stomac) sau alcalin (intestin);
h) prelungirea acţiunii substanţelor medicamentoase;
i) reglarea absorbției secvențiale a substanțelor medicamentoase individuale dintr-o tabletă de compoziție complexă la anumite intervale. Obținut prin crearea tabletelor multistrat.
Pe lângă aceasta, tabletele au câteva dezavantaje (cu toate acestea, complet detașabile):
a) în timpul depozitării, tabletele își pot pierde dezintegrarea și se pot cimenta sau, dimpotrivă, se pot descompune;
b) cu comprimate se introduc în organism excipienți, uneori provocând efecte secundare(de exemplu, talcul irită mucoasele);
c) individual medicamentele(de exemplu, bromurile de sodiu sau de potasiu) formează soluții foarte concentrate în zona de dizolvare, care pot provoca iritații severe ale membranelor mucoase. Acest dezavantaj poate fi eliminat cu ușurință dacă astfel de tablete sunt zdrobite și dizolvate într-o anumită cantitate de apă înainte de a lua.
Clasificarea tabletelor
În funcție de scopul substanțelor medicamentoase, se disting următoarele grupuri de tablete:
1) oral - aplicat în interior, spălat cu apă. Substanțele sunt absorbite de membrana mucoasă a stomacului sau a intestinelor. Uneori sunt pre-dizolvate în apă sau mestecate în gură. tablete orale sunt grupul principal de tablete;
2) comprimate sublinguale și bucale - asigură eliberarea și absorbția treptată a substanțelor medicamentoase de către mucoasa bucală;
3) vaginale (comprimate cu destinație specială) - se administrează per vagin;
4) implantare - folosit pentru implantare (subcutanat, intramuscular). Conceput pentru absorbția întârziată a substanțelor medicinale pentru a prelungi efectul terapeutic;
5) tablete cântărite pentru fabricarea formelor de dozare ex tempore (de exemplu, soluție izotonă clorură de sodiu, soluție Ringer - Locke, clătiri, dușuri);
Tabletele pentru fabricarea soluțiilor de uz extern, care conțin substanțe toxice, trebuie colorate cu o soluție de albastru de metilen, iar cele care conțin diclorură de mercur cu o soluție de eozină.
Tabletele pot fi clasificate în funcție de metoda de producție. În acest caz, tabletele se disting: presate și turnate.
Prima metodă de producție este principală și cea mai tipică pentru aproape toți tablete moderne. Cu toate acestea, unele substanțe medicinale nu permit aplicarea acestora. presiuni mari(de exemplu, nitroglicerina). In aceste cazuri rare, tabletele, mai exact cilindri porosi, se obtin prin turnarea maselor umede cu aplicarea unor eforturi sub forma de frecare in matrite speciale.
Tabletele se disting și prin durata și natura acțiunii:
a) asigurarea unei acțiuni prelungite a substanțelor medicamentoase conținute în acestea;
b) cu localizarea locului de eliberare și absorbție a substanțelor medicamentoase;
c) cu reglarea succesiunii de manifestare a efectului terapeutic al substantelor medicamentoase.
Cerințe generale pentru tablete și principii de tabletare a substanțelor medicinale. Există trei cerințe principale pentru tablete:
1) acuratețea dozării - corectitudinea masei atât a tabletei în sine, cât și a substanțelor medicamentoase incluse în compoziția sa;
2) rezistență mecanică - tabletele trebuie să aibă suficientă rezistență și să nu se sfărâme;
3) dezintegrare sau solubilitate - capacitatea de a se dezintegra sau dizolva în limitele de timp stabilite pentru anumite tipuri de tablete.
Masa supusă tabletării trebuie să aibă o combinație de astfel de proprietăți care să asigure îndeplinirea acestor trei cerințe. Aceste proprietăți necesare se datorează multora semne primare substanțele medicinale inițiale, inclusiv densitatea, dimensiunea și forma cristalelor (sau particulelor de materiale vegetale zdrobite), caracteristici rețea cristalină(sau structura anatomicățesuturile vegetale), umecbilitatea particulelor, abrazivitatea acestora (duritate crescută), etc. Dacă proprietățile primare ale substanțelor medicinale nu sunt suficient de optime, acestea sunt îmbunătățite prin adăugarea de excipienți sau prin anumite metode tehnologice (granulare etc.). Ca rezultat, se obține dimensiunea necesară a particulei, fluiditatea (fluibilitatea) masei, capacitatea acesteia de a se comprima și compresibilitatea la presiuni joase.
Presarea în sine (tabletarea) se realizează cu ajutorul preselor speciale numite mașini de tabletă.
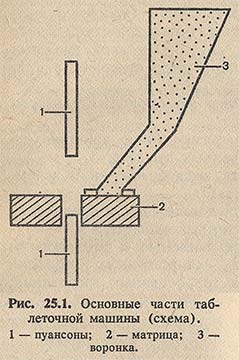
Părțile principale ale unei mașini de tablete (Fig. 25.1) ale oricărui sistem sunt matrițele de presare - perforații (superioare și inferioare) și o matrice cu găuri de cuib. Poansonul inferior intră în gaura matriței la o anumită înălțime, lăsând un spațiu în care este turnată masa tabletei. După aceea, cu o anumită forță, poansonul superior este coborât în orificiul matricei și comprimă masa. Apoi, pumnul superior se ridică, iar după el se ridică cel inferior, împingând tableta finită. În trecut, materialul tabletei era turnat manual în matrice, cu fiecare doză pre-cântărită. Dezvoltarea tehnologiei a făcut posibilă îmbunătățirea procesului de umplere a matricei și automatizarea acestuia. A fost adăugat un al treilea detaliu principal - o pâlnie de încărcare, care efectuează o mișcare înainte-întoarcere alternând cu poansonul superior și umple cuibul matricei. Cu toate acestea, pâlnia poate fi staționară, iar matricea se poate mișca, cuiburile cărora, după anumite perioade de timp, sunt alimentate sub pâlnie pentru încărcare.
Astfel, au apărut două tipuri de mașini de tablete direct opuse: cu o matrice de repaus și un buncăr mobil; cu o matriță mobilă și o pâlnie de alimentare staționară. Primul tip de mașină a fost numit excentric, sau manivelă (după tipul de mecanism care antrenează poansoanele), sau percuție (după natura forței de presare). Mașinile de al doilea tip se numesc rotative sau rotative (după natura mișcării matricei cu un sistem de poansoane). Aparatele cu tablete excentrice, ca altele mai simple, au apărut mai devreme.
Substanțe auxiliare și materiale de umplutură
Excipienții conferă masei tabletate proprietățile tehnologice necesare care asigură precizia dozării, rezistența corespunzătoare și dezintegrarea tabletelor.
După programare, se disting substanțe auxiliare: legare, antifricțiune și slăbire. Cantitatea totală a acestora nu trebuie să depășească 20% din masa substanțelor medicamentoase incluse în prescripție.
Fillerele sunt substanțe care sunt introduse în tablete (pe lângă excipienți) ca mediu (purtător) pentru substanțele medicamentoase incluse în cantități mici.
Lianti. Ca lianți, GPC furnizează: apă, etanol, zahăr, gelatină, amidon, ultrapectină, alcool polivinilic (PVA), polivinilpirolidonă (PVP), MC, hidroxipropilmetilceluloză (OPMC), carboximetilceluloză (CMC), CMC de sodiu etc.
Apa se foloseste in toate cazurile in care umezirea simpla asigura granulatia normala a masei pulverulente. Pentru pulberile care formează mase friabile, negranulare cu apă și etanol, se folosește zahărul sub formă de sirop sau soluții ale DIU-urilor menționate mai sus.
agenţi antifricţiune. Particulele de pulbere și granulele au de obicei o suprafață aspră, ceea ce face dificilă turnarea lor din buncăr. Pentru a reduce frecarea dintre particule și între particule și suprafețele sculei de presare se folosesc agenți antifricțiune, printre care se disting agenții de alunecare și cei de lubrifiere.
Planoarele sunt produse sub formă de pulbere: amidon, talc, bentonite, aerosil. Talcul, bentonitele adaugă nu mai mult de 3% la granulat, deoarece acționează iritant asupra membranelor mucoase. Substanțele de alunecare, fiind fixate pe suprafața particulelor (granule), elimină rugozitatea acestora și cresc astfel fluiditatea pulberii.
Folosit ca lubrifianți acid grasși sărurile acestora (acid stearic, stearati de calciu și magneziu), hidrocarburi ( Ulei de vaselină) și unele DIU (tween-80, PEG-4000), a căror cantitate nu trebuie să depășească 1%. Lubrifianții nu numai că reduc frecarea în zonele de contact, dar facilitează foarte mult deformarea particulelor din cauza scăderii rezistenței lor datorită pătrunderii în microfisuri.
Agenți de afânare. Dezintegranții sunt adăugați la masa de tablete pentru a îmbunătăți dezintegrarea tabletelor în stomac sau intestine. După natura acțiunii, se disting umflarea, îmbunătățirea solubilității, hidrofilizarea și agenții de dezintegrare care formează gaze.
Substanțele inflamatorii includ pectină, gelatină, amidon, alginați, bentonite. Îmbunătățește solubilitatea zahărului și a glucozei. Ca substanțe hidrofilizante, se folosesc agenți tensioactivi, a căror acțiune se bazează pe îmbunătățirea umectabilității datorită scăderii tensiunii superficiale la interfața dintre tablete și lichid și pătrunderea lichidului în tablete. Substanțe care formează gaze (de obicei un amestec de bicarbonat de sodiu cu tartric sau acid citric) sunt de utilizare limitată atât pentru comprimatele efervescente, cât și pentru comprimatele vaginale.
Umpluturi.În cazul tabletării puternice și substante toxice trebuie să fie (pentru a da tabletei o anumită masă) diluate, umplute cu substanțe indiferente. Zahărul din sfeclă și lapte, clorura și bicarbonatul de sodiu, amidonul și alte substanțe sunt folosite ca umpluturi. Introducerea materialelor de umplutură conferă masei noi proprietăți, pe baza cărora se determină modul de preparare a acesteia pentru tabletare.
Operatii tehnologice generale
Procesul tehnologic complet de tabletare a substanțelor medicinale constă în trei etape consecutive: 1) pregătirea materialelor pentru presare; 2) presarea tabletei; 3) acoperire comprimate coajă. Fiecare dintre aceste etape este alcătuită la rândul său dintr-un număr mai mare sau mai mic de operațiuni de producție.
Pregătirea materialelor pentru tabletare. Această etapă decurge diferit în funcție de proprietăți naturale medicamente comprimate. Unele dintre ele pot fi presate direct, uneori doar cu adăugarea de lubrifianți. Tablete direct, de exemplu, unele substanțe cristaline care sunt solubile în apă (clorură de sodiu, potasiu, bromuri de sodiu și amoniu, acid boric, permanganat de potasiu), pulberi vegetale etc. Majoritatea substanțelor medicinale necesită o pregătire specială - granulare sau granulare ( din lat. granul - bob) de material.
Granulare. Susținut căi diferite. Cea mai veche metodă industrială este metoda granulării „umede” - metoda de ștergere a masei umede printr-o suprafață perforată (sită). Într-un număr de cazuri, s-a dovedit a fi mai oportun să măcinați brichetele obținute anterior din masa tabletă la boabe de o anumită dimensiune: spre deosebire de prima, această metodă a început să fie numită granulare „uscata”. În ultimul deceniu, a fost din ce în ce mai utilizată așa-numita granulație „structurală”, în care formarea granulelor din pulberi are loc în pat fluidizat.
Granularea umedă constă în următoarele operații: 1) măcinarea substanțelor într-o pulbere fină și amestecarea acestora; 2) umezirea pulberii cu o soluție de lianți; 3) frecarea masei rezultate printr-o sită cu găuri mari de perforare de 3-5 mm în mașini speciale de frecat - granulatoare; 4) uscarea granulelor în aer (de exemplu, salicilat de fenil, terpinhidrat) sau pentru majoritatea substanțelor la o temperatură de 30-40 ° C.
În ultimul deceniu s-a introdus tot mai mult uscarea granulelor în pat suspendat (fierbe, fluidizat). Principalul avantaj al uscării granulatelor într-un pat fluidizat este viteza. Esența acestei metode de uscare este că lichidul de răcire (aerul) nu vine în contact cu suprafața unui material staționar, ci este suflat prin acesta, aducând granulatul într-o stare suspendată. În același timp, suprafața de contact crește brusc, iar fiecare particulă de produs uscat, fiind în stare suspendată, este suflată din toate părțile de aer cald.
Umiditatea reziduală din granule trebuie să fie optimă pentru fiecare masă de tablete și este stabilită prin reglementări. Intervalul de umiditate reziduală standard variază foarte mult, dar este mai des de 2-3%. După uscare, granulatul este o masă neuniformă și conține adesea bulgări de granule lipicioase, astfel încât este reintrodus în mașina de pisare. Dacă este necesar, îndepărtați praful rezultat.
Pe lângă măcinarea brichetelor în boabe, granularea uscată este, de asemenea, înțeleasă ca introducerea de adezivi uscați (de exemplu, celuloză microcristalină, oxid de polietilenă) în masa tabletei, care asigură aderența particulelor de substanțe atât hidrofile, cât și hidrofobe sub presiune. Numarul de retete care recomanda utilizarea aditivilor adezivi uscati urmata de presare directa este in continua crestere. Metoda este foarte promițătoare.
Înainte de a alimenta granulatul în mașinile de tabletă, trebuie introduse în el cantitățile necesare de substanțe de alunecare (anti-fricțiune).
Grasimi si substanțe grase se introduc sub forma unei solutii de eter, care se pulverizeaza pe granule cu agitare continua, dupa care se lasa eterul sa se evapore. Lubrifianții sub formă de pulbere se introduc prin prăfuirea granulelor.
În plus față de agenții antifricțiune, dacă este necesar, agenții de dezintegrare sunt adăugați simultan la granulat pentru a îmbunătăți dezintegrarea tabletelor în stomac și intestine.
Tabletarea (presare), tabletarea substanțelor medicinale se realizează pe mașini de tablete cu manivela (KTM) și rotative (RTM) fabricate de industria autohtonă. Fiecare mașină este echipată cu instrumentul de presare necesar - un set format din două perforatoare și o matrice.
Matricea este un disc de oțel, în care este găurit un orificiu cilindric cu un diametru de 3 până la 25 mm. Secțiunea transversală a găurii este egală cu diametrul tabletei. Matricele sunt introduse în orificiul corespunzător din blatul mesei - suprafața de lucru.
Poansonele sunt tije din oțel cromat, diametrul lor este puțin mai mic decât diametrul canalului matricei pentru a se putea deplasa în ele. Suprafețele de presare ale poansonelor sunt realizate plane sau concave (cu raze de curbură diferite), netede sau cu caneluri transversale (crestături) sau cu inscripție gravată.
KTM sunt mașini cu o singură poziție în care tabletele nu fac nicio mișcare de transport. Fiecare operație a ciclului tehnologic este realizată de un actuator separat: încărcare (dozare), presare, ejectare. De asemenea, este tipic pentru KTM ca toate tabletele să fie produse pe același set de scule de presare.
Procesul de tabletare pe KTM constă din următoarele operații (Fig. 25.2).
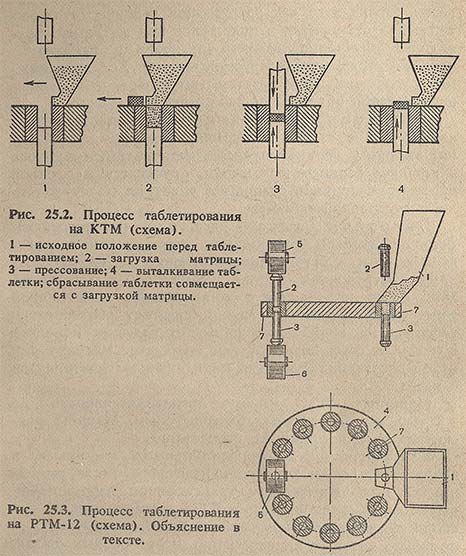
Operație de încărcare (dozare). Este și operația de resetare a tabletei apăsate. După ce pâlnia de încărcare (care a împins tableta) devine în poziție deasupra matricei, poansonul inferior este coborât și canalul matricei este umplut cu masa tabletei. Cursa în jos a poansonului inferior este reglabilă, poziția finală determină volumul dozei masei tabletei.
operatie de presare. Pâlnia de încărcare se deplasează într-o parte, deschizând orificiul matricei umplute. Poansonul superior, care se afla anterior în poziția cea mai sus, coboară și intră cu forță în orificiul matricei, compactând masa până se obține o tabletă solidă.
Operația de împingere (apăsare în afară). Poansonul superior se ridică, cel inferior îl urmează și se oprește exact la nivelul matriței. Buncărul de alimentare se deplasează spre zona matricei. Mai departe, pâlnia de încărcare, apropiindu-se de zona matricei, cu marginea frontală deplasează tableta ejectată spre marginea blatului mesei, de unde intră în tavă, iar cu gura sa acoperă matricea pentru o nouă încărcare, după care începe ciclul. a repeta etc.
Mașinile KTM au o productivitate de până la 4,8 mii bucăți/h, dimensiunea tabletelor este de 12 mm. Mașina se calculează prin presare unilaterală.
RTM-urile sunt mașini cu mai multe poziții în care toate operațiunile ciclului tehnologic sunt efectuate cu continuu mișcarea de transport tablete. În acest sens, în RTM sunt utilizate până la câteva zeci de seturi de instrumente de presare, cu ajutorul cărora în același timp, dar pe diferite faze, se realizează procesul de tabletare.
Principiul de funcționare al RTM este prezentat în Fig. 25.3 despre exemplul unei mașini cu 12 perforate (RTM-12).
Să urmărim mișcarea uneia dintre matrice sub pâlnie (1).
1. Poansonul inferior (3) este coborât în poziția precis definită. Poansonul superior (2) în acest moment a mers în poziția cea mai înaltă, deoarece orificiul matricei (7) a intrat sub pâlnia (1) - operația de încărcare.
2. De îndată ce matrița (cu cavitatea umplută) a trecut prin pâlnie împreună cu rotirea blatului mesei (4), începe coborârea treptată a poansonului superior. Atingerea partea opusă, cade sub rola de presiune (5). În același timp, rola (6) exercită presiune asupra poansonului inferior - operația de presare.
3. După trecerea între role, poansonul superior începe să se ridice. Poansonul inferior se ridică și el oarecum și împinge tableta afară din matriță. Cu ajutorul unui cuțit (răzuitoare), tableta este aruncată de pe blat - operația de împingere (apăsare) a tabletei.
O astfel de mișcare este efectuată secvenţial de către toate instrumentele de presare (o matrice și o pereche de poanson).
RTM poate avea în rotor sumă diferită matrice - de la 12 la 55. În plus, pot fi cu un singur flux (cu o pâlnie de alimentare) și cu flux dublu (cu două pâlnii de alimentare). ÎN ultimul cazîntregul ciclu de producție se termină într-o jumătate de tură a rotorului. Ca urmare, productivitatea RTM crește brusc (până la 460 de mii de bucăți/oră). Deoarece presiunea din RTM este bilaterală și crește (este îndepărtată) treptat, tabletele sunt de înaltă calitate. Datorită productivității ridicate a RTM-urilor, acestea sunt utilizate numai în producția de fabrică la scară largă. In conditii fabrici farmaceutice KTM sunt mai potrivite, deoarece răspund pe deplin nevoilor producției la scară mică și sunt incomparabil mai simple din punct de vedere operațional.
Acoperirea tabletelor. Acoperirea tabletelor cu învelișuri se efectuează pentru a: proteja conținutul tabletei de influențele externe adverse; îmbunătățirea gustului (ascunderea gustului neplăcut al substanțelor medicinale); oferind tablete mai mult vedere frumoasă(nivelarea rugozității, vopsire, luciu); transferul locului de acțiune al medicamentelor în afara stomacului ( tablete intestinale). Toate acoperirile aplicate tabletelor pot fi împărțite în trei grupe: acoperite, film și presate.
Acoperiri acoperite. Acoperirea se realizează în tigăi de acoperire (abductori). Obductorii sunt așezați oblic (sub tunete aproximativ 45 °) cazane rotative având forma unui elipsoid (Fig. 25.4.). Diametrul cazanelor este de la 0,7 la 1,5 m. Materialul este cuprul sau, in unele cazuri, sticla. Viteza de rotatie 20-40 rpm. Numărul de rotații este selectat în funcție de cursă proces tehnologic. Sensul de rotație este în sensul acelor de ceasornic.
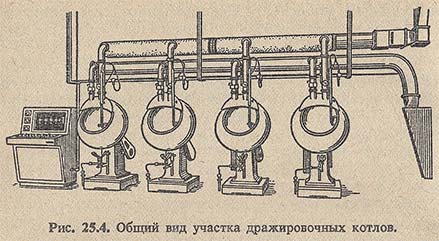
În prezent, un număr semnificativ de tablete sunt acoperite, inclusiv: tiroidină, allochol, lecitină-cerebro, acid glutamic, chinocid, cloratsazin, ciclofosfamidă, diprazină, metionină, triftazin, extracte de cătină, burnet, belladona etc. O serie de prescripții ale unor amestecuri (medicamentul lui Bekhterev), pastile (pastile lui Blo, etc.) au fost traduse în comprimate filmate.
Aplicarea cojii de zahăr se realizează conform următoarei scheme. Primele 2-3 straturi se aplica pe tablete cu un amestec de guma arabica si sirop de zahăr cu un obductor rotativ; apoi sâmburii se stropesc cu talc alb ca zăpada. După verificarea stării învelișului, tăvirea se continuă alternativ cu sirop și zahăr pudră până se obțin tablete de o masă dată. Este suflat în cazan aer rece. Ultimele straturi se aplica cu sirop colorat (pentru colorare). Pentru a străluci tabletele acoperite, după rularea ultimelor straturi, cazanul este încălzit la 37 ° C, turnat suma necesară unt de cacao topit, se oprește căldura și se rotește ceaunul până se obține o strălucire.
Acoperiri cu film. Două grupe de substanțe sunt utilizate ca formatori de film pentru tablete: 1) solubile în apă și sox gastric; 2) insolubil în apă și suc gastric, dar solubil în lichidele intestinale (învelișurile intestinale).
Pentru a obține acoperiri solubile în apă, se folosesc eteri de celuloză: metil-, etil- și acetilceluloză (MC, EC, AC), hidroxietil- și hidroxipropilmetil-celuloză (OEC, OPMC), CMC, sodiu-CMC, precum și PVP, PVA, soluții de gume, gelatină.
Pentru acoperirile enterice se folosesc compuși cu molecule înalte care sunt solubili în solvenți organici, după evaporarea cărora se formează un întreg înveliș elastic insolubil în apă. Dintre substanțele filmogene utilizate pentru acoperirile enterice, trebuie menționată metilftalil- și acetilftalilceluloza (MFC și AFC). Unele lipide, uleiuri hidrogenate, anumiți acizi grași și sărurile acestora, precum și DIU natural de șelac, de natură asemănătoare grăsimii, și-au găsit de asemenea aplicație.
Se aplică un strat de film în majoritatea cazurilor pulverizare într-o tavă de acoperire. Pentru a face acest lucru, lângă deschiderea cazanului este instalat un pulverizator, cu ajutorul căruia substanțele care alcătuiesc acoperirea sub formă de soluție într-un solvent organic foarte volatil sunt pulverizate pe o masă rotativă de tablete. Formularea acestor soluții este variată, de exemplu: 3% soluție de EC și 1% tween-80 în 95% etanol. Această metodă necesită dispozitive suplimentare pentru captarea vaporilor de solvenți, altfel condițiile de lucru vor fi nesănătoase și inflamabile.
Acoperiri presate. Conform acestei metode, cojile se aplică cu ajutorul a două mașini de tabletă, de tip rotativ. Într-una dintre ele sunt produse tabletele în sine, iar în cealaltă, aplicarea de cochilii.
Determinarea calității tabletelor
Calitatea comprimatelor este verificată conform metodelor prevăzute în GFH (articolul 634).
Evaluarea aspectului. Tabletele trebuie să aibă o suprafață netedă, uniformă, fără deteriorare și defecte externe (pete de ulei de mașină, margini dărâmate, zone ciobite etc.). Evaluarea se bazează pe examinarea cu ochiul liber a 20 de comprimate.
Fluctuațiile în masa comprimatelor individuale (cu excepția tabletelor filmate) sunt permise în următoarele limite: pentru tabletele cu greutatea mai mică de 0,12 g ± 10%, pentru restul ± 5% din greutatea medie. Greutatea medie a tabletei este determinată prin cântărirea a 10 tablete. Abaterile în masa comprimatelor individuale sunt determinate prin cântărirea a 10 comprimate separat la cel mai apropiat 0,01 g.
Pentru a determina conținutul de substanțe medicinale în tablete, se ia o porție cântărită din pulbere de cel puțin 10 tablete zdrobite. Abateri permise la doze de până la 0,1 g ± 10%, la mare ± 5%.
Definiţia disintegration. Tableta se pune într-un balon conic de 100 ml, se adaugă 50 ml apă (sau alt lichid standard) la o temperatură de 37 ± 2 ° C. Balonul se agită lent de 1-2 ori pe secundă. Dezintegrarea se evaluează pe baza a cel puțin trei determinări. Tabletele sunt considerate dezintegrate dacă toate tabletele luate pentru test s-au dizolvat sau s-au dezintegrat în particule sau s-au transformat într-o masă liberă, care se prăbușește atunci când este ușor atinsă cu o tijă de sticlă.
Norme de dezintegrare (solubilitate) tabletelor:
Tablete obișnuite - nu mai mult de 15 minute, cu excepția cazului în care se indică altfel în articolele individuale din farmacopee;
- tablete filmate, solubile în suc gastric - nu mai mult de 30 de minute;
- comprimatele acoperite enteric nu trebuie să se dezintegreze în decurs de 2 ore într-o soluție acidă de pepsină, iar după spălare cu apă trebuie să se dezintegreze în cel mult 1 oră într-o soluție alcalină de pancreatină;
- tablete sublinguale - nu mai mult de 30 de minute; tablete pentru prepararea soluțiilor - nu mai mult de 5 minute;
- tablete cu actiune prelungita - conform metodelor si in termenii prevazuti in articole separate din farmacopee;
- comprimate vaginale - mediu de acid lactic (vezi articolele din farmacopee separate), nu mai mult de 10 minute.
Dezintegrarea tuturor tipurilor de tablete este verificată anual.
Determinarea puterii. Pentru a cuantifica în mod obiectiv rezistența tabletelor, se folosesc metode bazate pe principiile presiunii de zdrobire și uzură.
Testul de rezistență la presiune se efectuează pe dispozitivul casnic PIT-20. Distrugerea tabletelor are loc atunci când sunt instalate „pe margine”. În partea de măsurare a dispozitivului, se folosește o sarcină montată pe pârghii; atunci când tableta este scufundată, sarcina se abate de la poziția verticală. Dispozitivul înregistrează o forță de rupere de până la 200 N.
Instrumentele pentru determinarea rezistenței tabletelor prin abraziune se bazează pe principiul rotației tabletelor la o anumită viteză în dispozitiv și țin cont de pulberea formată ca urmare a abraziunii lor pe peretele dispozitivului. După test, tabletele sunt scoase, măturate cu o perie moale de praf și firimituri. Abrazarea comprimatelor în 4 minute este considerată normală, nu mai mult de 1,5% din greutatea a 20 de comprimate.
Ambalarea și depozitarea tabletelor
Tabletele sunt ambalate în convalențe, tuburi (eprubete), flacoane mici sau presate în filme (Fig. 25.5). Tuburile (eprubete) pot fi din sticlă și plastic. Se folosesc dopuri din plastic: obișnuite și cu un arc de plastic, permițându-vă să faceți fără un marcaj tampon de bumbac. Pentru validol se folosesc cutii de aluminiu pentru 10 tablete cu capac filetat.
Flacoanele cu o capacitate de 500 și 100 de comprimate pot fi din sticlă cu un capac cu filet din plastic (care necesită un tampon de bumbac) și din plastic cu un opritor din plastic.

Ambalajul film poate fi tip diferitși din diferite filme. În cel mai simplu caz, tabletele sunt presate între două foi de celofan sau folie. În prezent, se folosesc adesea blisterele, în care un strat este din folie PVC, iar celălalt din folie.
Tabletele se păstrează într-un ambalaj într-un loc uscat și, dacă este necesar, ferit de lumină.
Tablete de triturare
Tabletele de triturare se obțin prin turnarea unei mase asemănătoare unui aluat în cilindri mici cu o greutate mai mică de 0,05 g. După uscare, cilindrii diferă de tabletele presate prin duritatea și rezistența lor mai mici. Pentru prepararea tabletelor de triturare, substanța medicinală este amestecată cu zahăr din lapte. Cu ajutorul apei sau a altui lichid de legare, amestecul este transformat într-o masă moale, care este apoi frecată într-un sistem de numeroase găuri cilindrice făcute într-o placă de plastic. Mai departe, cu ajutorul unui sistem de tije (poanson), cilindrii sunt împinși din găuri și transferați în uscător pe o tavă.
Această metodă produce tablete de nitroglicerină (Tabulettae Nitroglycerini), care nu pot fi preparate prin presare, deoarece utilizarea presiunii este explozivă. Producția lor se realizează după următoarea rețetă:
Zahărul, glucoza, amidonul sunt bine amestecate, amestecul este umezit cu 40% etanol (5% din greutatea amestecului) și se adaugă o cantitate cântărită cu precizie de nitroglicerină. După amestecare, masa cremoasă este turnată în cristalizator cu un strat nu mai gros de 2 cm. Uscarea se efectuează la o temperatură care nu depășește 45 ° C până când masa devine casantă (aproximativ 2 ore). După aceea, masa este transferată într-un mortar, umezită cu 40% etanol (5% din masa totală), amestecată, iar din masa umedă se formează tablete cilindrice folosind o mașină. Tabletele umede sunt uscate la 40-45 ° C. Diametrul tabletelor este de 4 mm, înălțimea este de 2 mm, greutatea este de 0,027-0,028 g. Dezintegrarea este de 40-60 s. Lucrați într-un aparat respirator, cu precauție extremă, deoarece nitroglicerina poate fi absorbită chiar și prin pielea intactă. Tabletele de nitroglicerină sunt ambalate în tuburi de sticlă de 40 de bucăți. Tabletele de nitroglicerină se administrează sublingual. Metoda de triturare a preparării lor și compoziția tabletei asigură formarea unui corp poros, care se dizolvă rapid și ușor în spațiul sublingual.
Dragee
Dragee - formă de dozare solidă pt uz intern, obținut prin stratificarea repetată (drapaj) de medicamente și excipienți pe granule de zahăr (griș). Astfel, la drajeuri, întreaga masă este formată prin stratificare, în timp ce la tablete este stratificată doar coaja. În prezent, zona de aplicare a drajeurilor s-a extins în special în industria vitaminelor (picături cu vitamine individuale și diverse combinații de multivitamine). Producția de drajeuri se realizează în cazane de drajeuri. Granulele de zahăr sunt obținute de obicei din fabricile de cofetărie.
Dragherii au dreptul formă sferică. Masa drajeurilor variază de obicei între 0,1 și 0,5 g; nu este permisă depășirea greutății mai mari de 1 g; culoarea drajeului depinde de culoarea coloranților utilizați; adesea se pătează drajeuri care conțin aceeași substanță medicinală Culori diferiteîn funcție de doză (de exemplu, drajeurile care conțin propazină 0,025 g devin albastre și 0,05 g verzi).
În producția de drajeuri, zahărul, amidonul, carbonatul de magneziu bazic sunt utilizate ca substanțe auxiliare, făină de grâu, talc, etil celuloză, acetat de celuloză, sare de sodiu carboximetilceluloze, grăsimi hidrogenate, acid stearic, cacao, ciocolată, coloranți alimentari și lacuri. Cantitatea de talc nu trebuie să depășească 3%, acidul stearic - nu mai mult de 1%. Pentru a proteja substanța medicinală de acțiunea sucului gastric, drajeurile sunt acoperite cu o coajă rezistentă la acid. Pentru a crea o astfel de înveliș, se folosesc aceleași substanțe ca și în producția de tablete acoperite enteric.
Sub formă de drajeu, se produc clorpromazină, diazolină, dicolină, propazină și o serie de alte substanțe medicinale și combinațiile lor. Să analizăm ca exemplu producția de drajeuri conform uneia dintre prescripțiile lui Shereshevsky cu microdoze de iod, care în conditii de farmacie sunt făcute sub formă de pastile. Aceste drajeuri includ: iod cristalin 0,0005 g, iodură de potasiu 0,005 g, fenobarbital 0,01 g, pulbere de rădăcină de valeriană 0,05 g, excipienți până la 0,25 g.
Granulele de zahăr se cern printr-o sită adecvată, astfel încât 1 g să conţină aproximativ 40 de granule. Încărcați într-o tigaie mică, de exemplu, 500 g de granule (20-29 mii de granule). Totodată, siropul se face în doză de: 1 kg zahăr la 250 ml apă. Siropul finit se amestecă cu 1 kg de melasă. Apoi se pun 110 g de iodură de potasiu într-un mojar, se umezesc cu apă distilată și se adaugă 11 g de iodură de potasiu. iod cristalin. Se amestecă iodul și iodura de potasiu până se dizolvă complet și se adaugă 90 g de glicerină și se amestecă cu un amestec de sirop și melasă. Ibricul de acoperire este pus în mișcare, iar granulele sunt umezite uniform cu soluția de lucru rezultată. Pulberea se adaugă uniform la granulele umezite în timpul rotației tăvii de acoperire, constând dintr-un amestec de: 1100 g pulbere de rădăcină de valeriană, 220 g fenobarbital, 2480 g zahăr pudră și 125 g talc. O astfel de acumulare se realizează până la epuizarea materialelor sursă. Apoi, de ceva timp, boilerul continuă să se rotească până când se obține un drajeu cu o suprafață netedă și strălucitoare.
Determinarea calității drajeurilor se realizează în conformitate cu GFH (articolul 235), ale căror cerințe sunt în general similare cu cerințele pentru tablete. Abaterea masei drajeurilor individuale nu trebuie să depășească 10% din masa medie a drajeurilor, dacă nu Instrucțiuni Speciale(de exemplu, pentru pastile propazină 15%). Drajeurile ar trebui să se dezintegreze în cel mult 30 de minute, dacă nu se indică altfel. Dragee, ca și tabletele, este produs într-un ambalaj care le protejează de influențele externe.
Granule
În unele cazuri, este recomandabil să se producă amestecuri sub formă de pulbere sub formă de boabe mici - boabe, granule. Granularea poate îmbunătăți stabilitatea substanțelor de umezire, precum și poate promova dizolvarea mai rapidă și poate îmbunătăți gustul unor pulberi complexe. Toate cele de mai sus au fost o condiție prealabilă pentru apariția unei noi forme de dozare oficiale - granule.
Granule (în formularea GFH) - o formă de dozare sub formă de boabe (boabe) rotunde, cilindrice sau formă neregulată pentru uz intern.
Compoziția granulelor include medicamente (cu excepția celor otrăvitoare și puternice) și excipienți. Ca acesta din urmă, se folosesc zahăr, zahăr din lapte, bicarbonat de sodiu, acid tartric, difosfat dibazic de calciu, amidon, dextrină, glucoză, talc, sirop de zahăr, etanol, apă, coloranți alimentari, conservanți, arome și alte substanțe. Granulele pot fi acoperite.
Dimensiunea granulelor (determinată prin analiza prin sită) trebuie să fie de 0,5-2,5 mm. Cantitatea de granule mai mici și mai mari nu trebuie să depășească 5% în total. Ele trebuie să aibă o culoare uniformă. Granulele (într-o probă de 0,5 g) trebuie să se dezintegreze în 15 minute (precum tabletele), acoperite - în cel mult 30 de minute. Abaterile permise ale conținutului de substanțe medicinale din granule nu trebuie să depășească ± 10%. Cantitatea de talc nu trebuie să depășească 3%.
Producția de pulberi granulate nu este de obicei diferită de procesul de granulare adoptat în producția de tablete. Industria produce: urodan, glicerofosfat, plantaglucid etc.
Să luăm ca exemplu producția de granule de Urodanum. Compoziție (părți): piperazină 2,5 g, hexametilentetramină 8 g, benzoat de litiu 2 g, benzoat de sodiu - 2,5 g, fosfat disodic anhidru 10 g, bicarbonat de sodiu 37,5 g, acid tartric 35,6 g, zahăr 1,9 g. Toate ingredientele sunt prealabile. -uscat, cernut printr-o sită de 0,6 mm și amestecat în următoarea ordine: benzoat de litiu, benzoat de sodiu, piperazină (agitare), hexametilentetramină (agitare), fosfat disodic (agitare), bicarbonat de sodiu și acid tartric (agitare). După analiză, la masă se adaugă 30 de părți în volum de etanol 96% cu agitare până se obține o masă plastică omogenă. Masa rezultată este granulată prin frecare printr-o sită. Granulele umede sunt uscate la 70-80°C până când mirosul de etanol dispare complet. Granulele gata sunt ambalate în sticle de 100 g.
Articole similare
-
Când un soț este împotriva unui copil, cum să rămâi însărcinată fără știrea lui?
Uneori poți rămâne însărcinată din neglijență. Pentru a preveni acest lucru, este important să știți cum puteți concepe un copil accidental și ce mijloace puteți utiliza pentru a evita o sarcină nedorită. De asemenea, în acest articol puteți găsi informații despre...
-
Ce pietre și amulete sunt potrivite pentru Taur în funcție de horoscop și data nașterii Talisman de elefant pentru Taur
Aprilie-mai Taurul (21 aprilie - 20 mai) sunt măsurați, nu mofturoși și colosal de productivi! Încăpăţânarea lor de invidiat îi poate aduce pe alţii la mâner, dar ştiu exact ce fac şi de ce au nevoie. Printre aspectele pozitive...
-
Restricții privind accesul la date în roluri 1c
Toate setările pentru drepturile utilizatorului pe care le vom face în cadrul acestui articol se află în secțiunea 1C 8.3 „Administrare” - „Setări pentru utilizatori și drepturi”. Acest algoritm este similar în majoritatea configurațiilor pe...
-
1c pornește un client subțire în loc de unul gros
Platforme: 1C: Enterprise 8.3, 1C: Enterprise 8.2, 1C: Enterprise 8.1 Configurații: Toate configurațiile2012-11-16 21362 Sunt lansate prin specificarea specială...
-
Dovezi despre modalități cunoscute de a fura energie electrică Cum să afli cine fură electricitate
Creșterea tarifelor la energie este una dintre trăsăturile izbitoare ale adâncirii crizei economice. În acest context, furtul de energie electrică și problemele asociate cu detectarea acesteia sunt de o importanță capitală. Modalități de a detecta furtul...
-
Caracteristici de montare prize și întrerupătoare pe diferite suprafețe
Salutări tuturor cititorilor blogului nostru.Astăzi, dragi cititori, vreau să subliniez subiectul cum se instalează prize. Această procedură este foarte des solicitată atunci când înlocuiți o priză veche cu una nouă în cazul unei defecțiuni, când ...